 网站地图
网站地图



-
碳纤维增强复合材料(carbon fiber reinforced plastics,CFRP)由于物理化学性质稳定、耐腐蚀等一系列优异性能,被广泛应用于各个领域,是一种战略性新材料[1]。在CFRP作为零部件应用过程中,由于零部件的精度要求和装配需求,经常需要对CFRP进行后加工处理,例如切割、钻孔和铣削等[2]。激光加工技术是一种不同于传统机械加工的非接触式加工方法,无刀具磨损和接触应力,被广泛应用于材料加工等各个领域。
激光切割CFRP可以克服传统机械加工造成的材料分层和材料破碎等问题,但热影响区(heat affected zone, HAZ)和纤维拨出等缺陷较为严重,如何解决热影响区和纤维拨出等问题,国内外学者进行了大量的研究[3]。GOEKE等人利用1064nm的Nd ∶YAG激光和10.6μm的CO2激光对CFRP材料进行了切割实验研究,对比两种激光在切割过程中的性能,发现CFRP热影响区随着功率的增大逐渐减小,CFRP厚度在2mm左右及以下时,采用1064nm的Nd ∶YAG激光加工效果较好,而对于大厚度的CFRP层板,采用10.6μm的CO2激光则更有优势[4]。NAN等人利用1064nm的Nd ∶YAG激光和10.6μm的CO2激光分别对CFRP进行热损伤实验研究,发现在相同的功率密度下,10.6μm激光对CFRP的热损伤主要表现为树脂基体的热解,1064nm激光对CFRP的热损伤除表现为树脂基体的分解碳化外,还可以直接造成碳纤维的断裂[5]。WOLYNSKI等人分别采用1064nm, 532nm和355nm波长的皮秒激光对CFRP进行切割实验研究,发现1064nm波长激光切割时产生的热影响区比532nm波长切割时产生的热影响区增大了1倍[6]。OHKUBO等人对激光切割CFRP的材料去除机理进行研究,建立碳纤维和树脂基体分层的CFRP模型,将加工过程中CFRP的氧化作用考虑在内,计算了CFRP内部的温度变化情况,发现CFRP的氧化作用会导致热量产生并对树脂基体的去除有促进作用,但对碳纤维的影响较小,表明在进行激光切割CFRP材料去除机理的研究中,CFRP的氧化作用也应该考虑在内[7-8]。YU等人对激光能量在材料内部的传递机理进行研究,建立激光切割单层CFRP的3维模型,对激光切割CFRP时材料内部的能量传递过程进行仿真分析,发现当激光束直径与碳纤维丝束直径的比例增大时,CFRP切缝宽度从229.45μm下降到95.60μm,热影响区宽度从172.08μm下降到156.79μm[9]。ZHU等人采用355nm波长皮秒脉冲激光进行CFRP的铣削加工实验,发现355nm皮秒激光采用更高的脉冲重复频率提高了激光光斑的重叠率,同时355nm紫外波长与其它更长波长激光相比,能够直接将树脂基体光解,材料去除过程时间更短、区域更小、变化更快,在优化的铣削条件下,355nm皮秒激光加工样件表面没有明显的热影响区[10]。ZHANG等人采用532nm和355nm皮秒激光在CFRP上进行制孔研究,在厚度为5mm的CFRP上加工直径为3mm的圆孔,当激光波长为532nm时,圆孔周围的热影响区大小为200μm,当激光波长为355nm时,圆孔周围的热影响区大小为70μm,表明激光波长越短,加工孔的表面质量越好,热影响区越小[11]。
综上可知,由于CFRP材料的异质性和各向异性,利用红外激光及可见光加工CFRP时,加工区域周围残留的大量能量会沿着碳纤维轴向进行扩散,造成基体的热损伤,形成明显的热影响区,从而产生纤维裸露等缺陷,降低CFRP的力学性能[12]。而紫外激光波长较短,单光子能量较高[13],在加工CFRP的过程中,可以直接打断基体材料的化学键,产生“光化学”蚀除[14],减少热量积累。266nm紫外固体激光相比于研究较多的355nm和532nm等波长激光波长更短,单光子能量更高,因此,本文中进行了266nm短脉冲紫外固体激光切割CFRP的实验研究,分析266nm紫外固体激光切割CFRP的工艺规律,并通过对正交实验结果进行回归分析,得出了加工规律的经验公式,为紫外激光切割CFRP在工业中的应用提供参考。
-
266nm固体激光切割实验系统如图 1所示。系统所采用的激光器为北京中科紫玉光电技术有限公司生产的固态Nd ∶YAG激光器,激光器技术参数如表 1所示。本实验中选用266nm紫外激光,能量分布呈高斯分布。光束经反射镜反射,通过1mm的光阑进行光束整形后,通过焦距为100mm的平凸透镜进行聚焦到工件表面。工件放在自动控制的X-Y-Z工作台上,通过控制系统调整扫描速率、扫描次数和扫描间距等,通过调节激光器电流改变激光脉冲能量的大小。实验在空气和常温下进行。利用以色列OPHIR公司生产的能量计测量激光脉冲能量,利用数字显微镜(Olympus DSX1000)和光学显微镜检测CFRP的切缝宽度和热影响区宽度。

Figure 1. Image of 266nm UV solid-state laser cutting system
Table 1. Main parameters of Nd: YAG laser
parameter range parameter range output laser wavelength 532nm, 266nm, 213nm pulse width 30ns single pulse energy less than 1mJ laser frequency 1Hz~100Hz 实验样品为商业化的CFRP层板,其中基体为AG80环氧树脂,增强相为T300碳纤维,碳纤维体积分数为0.335,树脂基体体积分数为0.665。样品厚度为1mm,由8层单层结构CFRP按不同方向堆叠层压后形成。CFRP样品主要性能参数如表 2所示。
Table 2. Main parameters of CFRP
parameter numerical value volume fraction of fiber 0.335 volume fraction of resin 0.665 tensile strength 3000MPa modulus of elasticity 200GPa shear strength 30MPa Poisson’s ratio 0.3 利用266nm紫外固体激光对CFRP材料进行工艺实验,首先,通过单因素实验法探究激光脉冲能量、扫描速率等激光切割参数对切缝宽度和热影响区的影响规律。其次,通过正交实验法确定影响切缝宽度和热影响区宽度的显著性因素。最后,利用正交实验得出的数据,采用多元线性回归分析的方法建立切缝宽度和热影响区宽度的经验公式,得到激光主要切割参数与切缝宽度和HAZ宽度的定量关系。
-
不同激光脉冲能量时CFRP的切缝形貌(扫描速率为50μm/s)如图 2所示。激光脉冲能量由上到下依次递增。从图 2可以看出,266nm紫外激光切割CFRP时切缝较为整齐,由上到下随着激光脉冲能量不断增加,切缝宽度变化并不明显,切缝内测无明显纤维拨出现象,切缝质量明显优于长波长激光切割结果。

Figure 2. Cutting morphology under different laser energy
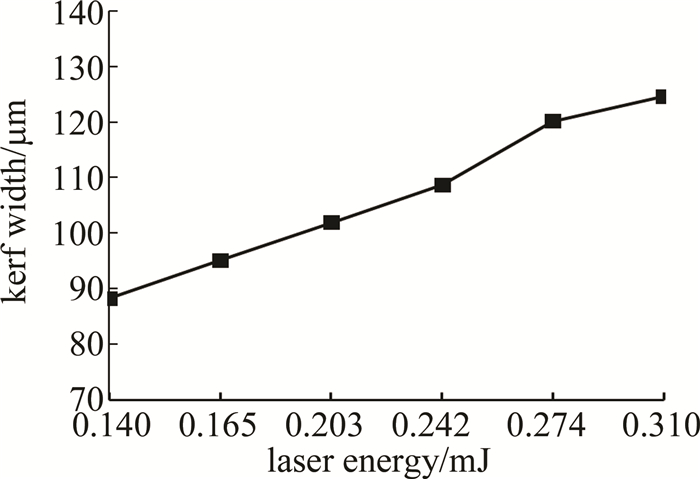
图 3为激光脉冲能量与切缝宽度的关系。从图 3中可见,当激光脉冲能量增加时, CFRP的切缝宽度逐渐增大。这一方面是由于激光高斯光束的性质造成的,随着激光脉冲能量的增加,高斯光束中心和外围的能量不断增大,光斑外围去除材料的能力不断增强,因而光斑照射区域有更多的材料被去除,进而表现为切缝宽度的不断增大;另一方面是由于紫外激光与CFRP材料的去除机理造成的,在进行光化学蚀除和光热蚀除的同时,随着激光脉冲能量的增加,光热蚀除所占的比例逐渐增大,CFRP上的热量累积不断增多,就会造成扫描路径周围更多的碳纤维和树脂基体被气化分解和熔融去除,表现为激光脉冲能量不断增加的同时,切缝宽度也不断增大的现象。
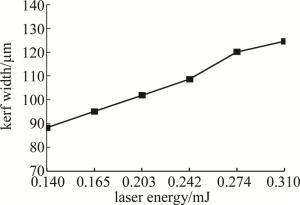
Figure 3. Relationship between laser energy and slit width
-
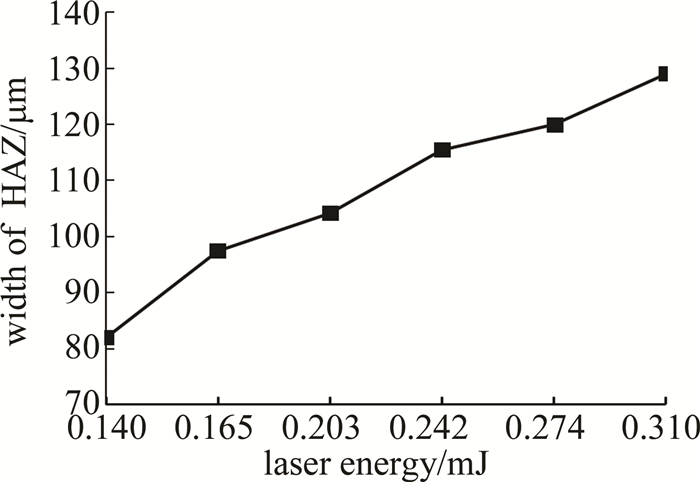
从图 2中可以看出,切缝周围伴有黑色因热损伤而产生的热影响区,随着激光脉冲能量的增加,HAZ范围有逐渐扩大的趋势。不同激光脉冲能量与HAZ宽度的关系如图 4所示。从图 4中可以看出, 随着激光脉冲能量的增加,HAZ宽度在逐渐的增大。这是因为当激光脉冲能量增加时,材料的光化学蚀除和光热蚀除能力增强,单位时间内材料内部吸收的激光能量增多,较大的激光能量一部分使切缝处的材料气化去除,同时另一部分向切缝周围扩散的能量也增加,导致切缝周围树脂基体的热损伤加重,HAZ宽度增大。实验中热影响区宽度最小为82μm,小于1064nm和532nm等波长激光切割时产生的700μm[15]与200μm[11]的HAZ宽度。
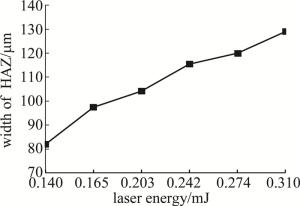
Figure 4. Relationship between laser energy and HAZ
-
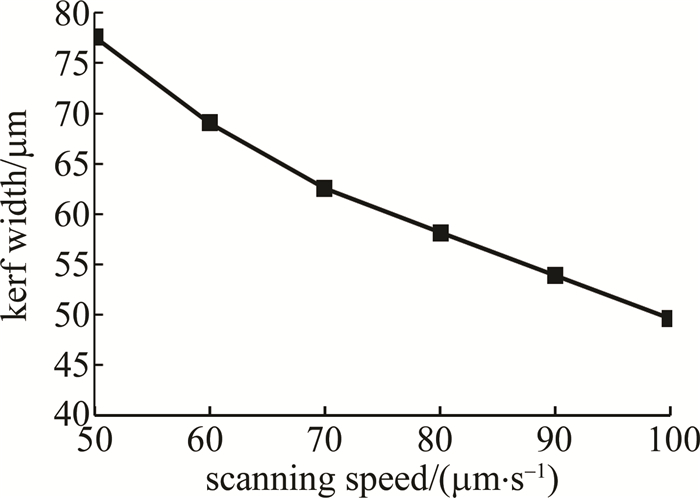
图 5为激光扫描速率与切缝宽度的关系(激光脉冲能量为0.165mJ)。从图 5中可以看出,当激光扫描速率增大时,切缝宽度逐渐减小。这是因为CFRP材料的蚀除机理是由光化学蚀除与光热蚀除共同组成的,激光照射到CFRP表面,由于高斯光束的特性,光束中心的材料因为光化学蚀除被瞬间气化去除,而光束外围的材料则因为能量密度不足而通过光热蚀除被去除,随着激光扫描速率的增大,单位时间CFRP吸收的能量减少,光束外围进行光热蚀除的效果减弱,导致相应切缝处材料的去除量减少,使切缝宽度减小。实验中切缝宽度最小为50μm,小于1064nm激光切割时产生的360μm[16]的切缝宽度。

Figure 5. Relationship between laser scanning speed and slit width
-
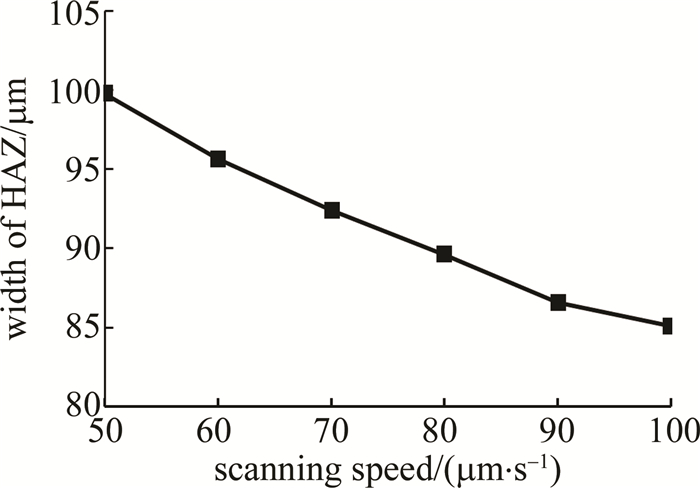
激光扫描速率与HAZ的关系如图 6所示。从图中可看出,CFRP切缝周围HAZ宽度随扫描速率的增大而不断减小。这是因为随着扫描速率的增大,脉冲激光相邻光斑的间距变大,光斑分布更加离散,使能量集中度变小,单位时间内材料表面吸收的能量减少,光化学蚀除和光热蚀除效果减弱,同时向切缝周围扩散的热量减少,导致HAZ宽度减小。
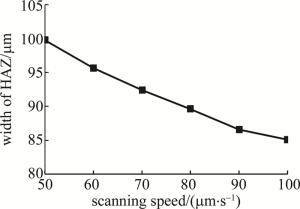
Figure 6. Relationship between laser scanning speed and HAZ
-
为了获得影响CFRP切缝宽度和HAZ宽度的显著性因素,选取两因素、三水平正交实验表进行实验,实验中不考虑激光脉冲能量和扫描速率之间的交互作用。激光脉冲能量分别取0.121mJ, 0.167mJ, 0.183mJ,激光扫描速率分别取20μm/s, 40μm/s, 60μm/s。图 7为激光切割CFRP的正交实验加工图片, 激光切割CFRP的正交实验表如表 3所示。在获取实验数据后,利用极差分析法对CFRP的切缝宽度和HAZ宽度进行分析得到结果如表 4和表 5所示。表中, b1~b3表示正交实验中各因素水平指标求和的平均值, N表示正交实验中各因素水平指标求和平均值的极差。
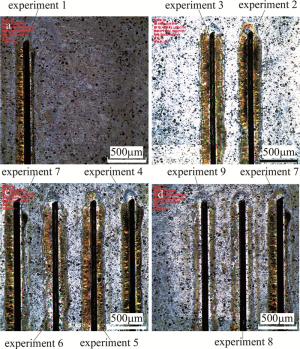
Figure 7. Orthogonal experimental processing pictures of laser cutting CFRP
Table 3. Orthogonal experimental data sheet of laser cutting CFRP
experiment number laser energy scanning speed kerf width width of HAZ X1/mJ X2/(μm·s-1) Y1/μm Y2/μm 1 0.121 20 78.997 113.696 2 0.121 40 69.565 98.569 3 0.121 60 63.670 90.957 4 0.167 20 79.006 128.855 5 0.167 40 77.818 116.250 6 0.167 60 64.849 103.589 7 0.183 20 82.543 144.015 8 0.183 40 80.177 123.828 9 0.183 60 76.639 118.749 Table 4. Mean and range of CFRP slit width of various factors
serial number laser energy scanning speed X1/mJ X2/(μm·s-1) mean value b1 70.744 80.182 mean value b2 73.891 75.853 mean value b3 79.786 68.386 range N 9.042 11.796 primary and secondary order NX2 > NX1 Table 5. Mean and range of each factor on the width of the CFRP HAZ
serial number laser energy scanning speed X1/mJ X2/(μm·s-1) mean value b1 101.074 128.855 mean value b2 116.231 112.882 mean value b3 128.864 104.432 range N 27.790 24.424 primary and secondary order NX1 > NX2 从表 4中可看出,在对CFRP切缝宽度的分析中,激光扫描速率产生的极值较大,激光脉冲能量产生的极值较小,因此可以得出激光扫描速度对切缝宽度影响的显著性水平更高,改变CFRP切缝宽度的大小可以更多地通过调节激光扫描速率来实现。从表 5中可以看出,在对CFRP HAZ宽度的分析中,激光脉冲能量产生的极值较大,激光扫描速率产生的极值较小,因此可以得出激光脉冲能量对HAZ宽度影响的显著性水平更高。在保证CFRP蚀除效率的前提下,为了有效地控制HAZ,可以选择尽量小的激光脉冲能量和适当的扫描速率。
-
通过正交实验和极差分析得到影响CFRP切缝宽度和HAZ宽度的各因素的显著性水平,为了能够定量分析切缝宽度、HAZ宽度与激光主要切割参数之间的关系,采用多元线性回归分析的方法建立CFRP切缝宽度和HAZ宽度的经验公式,将表 3中数据转化为对数关系数据, 如表 6所示。假设CFRP切缝宽度和HAZ宽度的经验公式[17]分别为:
$ D=C_1 E^\alpha v^\beta $
(1) $ H=C_2 E^\mu v^\sigma $
(2) Table 6. Orthogonal experiment data processing table
experiment number laser energy scanning speed kerf width width of HAZ X1/mJ X2/(μm·s-1) Y1/μm Y2/μm 1 -0.917 1.301 1.898 2.056 2 -0.917 1.602 1.842 1.994 3 -0.917 1.778 1.804 1.959 4 -0.777 1.301 1.898 2.110 5 -0.777 1.602 1.891 2.065 6 -0.777 1.778 1.812 2.015 7 -0.738 1.301 1.917 2.158 8 -0.738 1.602 1.904 2.093 9 -0.738 1.778 1.884 2.075 式中, D为切缝宽度(μm);H为HAZ宽度(μm);E为激光脉冲能量(mJ);v为扫描速率(μm/s);C1, C2, α, β, μ, σ为待求解常数系数。
将(1)式、(2)式两边同时取对数得:
$ \lg D=\lg C_1+\alpha \lg E+\beta \lg v $
(3) $ \lg H=\lg C_2+\mu \lg E+\sigma \lg v $
(4) 令Y1=lgD, k1=lgC1, X1=lgE, X2=lgv, Y2=lgH, k2=lgC2, 得到:
$ Y_1=k_1+\alpha X_1+\beta X_2 $
(5) $ Y_2=k_2+\mu X_1+\sigma X_2 $
(6) 通过将表 6中的数据代入(5)式和(6)式,求解线性方程组,得出复相关系数R2如下:
$ \left\{\begin{array}{l} Y_1=2.300+0.256 X_1-0.141 X_2 \\ R^2=0.746 \end{array}\right. $
(7) $ \left\{\begin{array}{l} Y_2=2.803+0.549 X_1-0.192 X_2 \\ R^2=0.962 \end{array}\right. $
(8) 由(7)式和(8)式得经验公式分别为:
$ \left\{\begin{array}{l} D=10^{2.300} E^{0.256} v^{-0.141} \\ R^2=0.746 \end{array}\right. $
(9) $ \left\{\begin{array}{l} H=10^{2.803} E^{0.549} v^{-0.192} \\ R^2=0.962 \end{array}\right. $
(10) 相关性检验:
$ \begin{aligned} & F_{0.01}(2, 6)=10.925>F_D= \\ & 8.083>F_{0.05}(2, 6)=5.140 \end{aligned} $
(11) 式中, F0.01(2, 6)和F0.05(2, 6)表示F检验法中,显著性水平分别为0.01和0.05,分子自由度为2、分母自由度为6时,查《F分布表》得到的统计量F临界值; FD是切缝宽度的F值。故经验公式(9)式相关性是显著的。
$ F_H=76.816>F_{0.01}(2, 6)=10.925 $
(12) 式中, FH是热影响区宽度的F值。故经验公式(10)式相关性高度显著。
(9) 式与(10)式为通过多元线性回归分析得到的CFRP切缝宽度和HAZ宽度的经验公式,由相关性检验可以看出,HAZ宽度经验公式相关性为高度显著,切缝宽度经验公式相关性为显著,低于HAZ的相关性。由方程拟合的复相关系数R2的大小也可看出,切缝宽度经验公式的拟合精度较低,所以切缝宽度经验公式变量指数绝对值大小所代表的影响因素显著顺序,与极差分析得到的结果略有不同。但HAZ经验公式拟合精度较高,变量指数绝对值大小所代表的影响因素显著顺序,与极差分析得到的结果相一致。采用上述经验公式,能够在给出相应的激光脉冲能量和扫描速率参数后,推算出激光切割CFRP的切缝宽度和HAZ宽度,对切割效果具有预测作用,对加工参数的设置具有一定的指导意义。
-
(1) 通过266nm紫外固体激光切割CFRP的单因素实验,得出了激光切割主要参数对切缝宽度和热影响区的影响规律。随着激光脉冲能量的增加,切缝宽度和热影响区宽度不断增大;随着激光扫描速率的增大,切缝宽度和HAZ区宽度不断减小。
(2) 266nm紫外固体激光切割CFRP时可以通过光化学蚀除与光热蚀除共同作用对材料进行去除,切缝较为整齐,切缝内测无明显纤维拨出现象,HAZ宽度和切缝宽度较小,实验中最小HAZ宽度为82μm,最小切缝宽度为50μm,切缝质量较好。
(3) 通过266nm紫外固体激光切割CFRP的正交实验,得出了激光切割主要参数对切缝宽度和HAZ宽度影响的显著性程度。激光扫描速率对切缝宽度影响的显著性水平更高,激光脉冲能量对热影响区宽度影响的显著性水平更高。在保证CFRP蚀除效率的前提下,可通过选择尽量小的激光脉冲能量,和适当的扫描速率来减小HAZ宽度。
(4) 通过对正交实验得出的数据进行多元线性回归分析,得出CFRP切缝宽度和HAZ宽度的经验公式,通过给定的激光切割参数,推算出激光切割CFRP的切缝宽度和HAZ宽度,对激光切割效果具有预测作用,为激光切割CFRP时激光切割参数的选择提供参考。
上述研究对紫外纳秒激光切割CFRP在工业中的应用有一定的指导意义。
266nm紫外固体激光切割碳纤维复合材料的实验研究
Experimental investigation on 266nm ultraviolet solid-state laser cutting of carbon fiber reinforced plastics
-
摘要: 为了研究266nm紫外固体激光切割碳纤维增强复合材料(CFRP)的工艺规律,采用单因素实验法、正交实验法和多元线性回归分析法,进行了266nm紫外固体激光切割CFRP的实验研究,得出了激光脉冲能量、扫描速率对切缝宽度和热影响区宽度的影响规律。结果表明,切缝宽度和热影响区宽度随激光脉冲能量的增大而增大,随扫描速率的增大而减小;实验中最小热影响区宽度为82μm,最小切缝宽度为50μm;激光扫描速率对切缝宽度影响的显著性水平更高,而激光脉冲能量对热影响区宽度影响的显著性水平更高;所获得的经验公式能够定量描述切缝宽度、热影响区宽度与激光脉冲能量、扫描速率之间的关系。本研究对266nm紫外固体激光切割CFRP的应用具有一定的参考意义。
-
关键词:
- 激光技术 /
- 工艺规律 /
- 正交实验 /
- 266nm紫外固体激光 /
- 激光切割 /
- 碳纤维增强复合材料切割
Abstract: In order to investigate the process of 266nm ultraviolet solid-state laser cutting of carbon fiber reinforced plastics (CFRP). The experiment on 266nm ultraviolet solid-state laser cutting CFRP were carried out by single factor experiment, orthogonal experiment, and multiple linear regression analysis, respectively. The effects of laser energy and scanning speed on the width of slit and the width of heat-affected zone were obtained. The results show that with the increasing of laser energy, both the width of the slit and the width of the heat-affected zone increase accordingly. With the increasing of scanning speed, both the width of slit and the width of heat-affected zone decrease. In the experiment, the minimum width of heat-affected zone is 82μm, and the minimum width of slit is 50μm. The influence of laser scanning speed on the width of the slit is more significant, whereas the influence of laser energy on the width of the heat-affected zone is more significant. The empirical formula can quantitatively describe the relationship among the width of the slit, the width of the heat-affected zone, and the laser energy and scanning speed. It has a reference significance for the further research and industrial application of 266nm ultraviolet solid-state laser cutting of CFRP. -
Table 1. Main parameters of Nd: YAG laser
parameter range parameter range output laser wavelength 532nm, 266nm, 213nm pulse width 30ns single pulse energy less than 1mJ laser frequency 1Hz~100Hz  下载: 导出CSV
下载: 导出CSV
Table 2. Main parameters of CFRP
parameter numerical value volume fraction of fiber 0.335 volume fraction of resin 0.665 tensile strength 3000MPa modulus of elasticity 200GPa shear strength 30MPa Poisson’s ratio 0.3
下载: 导出CSV
Table 3. Orthogonal experimental data sheet of laser cutting CFRP
experiment number laser energy scanning speed kerf width width of HAZ X1/mJ X2/(μm·s-1) Y1/μm Y2/μm 1 0.121 20 78.997 113.696 2 0.121 40 69.565 98.569 3 0.121 60 63.670 90.957 4 0.167 20 79.006 128.855 5 0.167 40 77.818 116.250 6 0.167 60 64.849 103.589 7 0.183 20 82.543 144.015 8 0.183 40 80.177 123.828 9 0.183 60 76.639 118.749
下载: 导出CSV
Table 4. Mean and range of CFRP slit width of various factors
serial number laser energy scanning speed X1/mJ X2/(μm·s-1) mean value b1 70.744 80.182 mean value b2 73.891 75.853 mean value b3 79.786 68.386 range N 9.042 11.796 primary and secondary order NX2 > NX1
下载: 导出CSV
Table 5. Mean and range of each factor on the width of the CFRP HAZ
serial number laser energy scanning speed X1/mJ X2/(μm·s-1) mean value b1 101.074 128.855 mean value b2 116.231 112.882 mean value b3 128.864 104.432 range N 27.790 24.424 primary and secondary order NX1 > NX2
下载: 导出CSV
Table 6. Orthogonal experiment data processing table
experiment number laser energy scanning speed kerf width width of HAZ X1/mJ X2/(μm·s-1) Y1/μm Y2/μm 1 -0.917 1.301 1.898 2.056 2 -0.917 1.602 1.842 1.994 3 -0.917 1.778 1.804 1.959 4 -0.777 1.301 1.898 2.110 5 -0.777 1.602 1.891 2.065 6 -0.777 1.778 1.812 2.015 7 -0.738 1.301 1.917 2.158 8 -0.738 1.602 1.904 2.093 9 -0.738 1.778 1.884 2.075
下载: 导出CSV
-
[1] TUSHAR K D, PROSENJIT G, NARAYAN Ch D. Preparation, development, outcomes, and application versatility of carbon fiber-based polymer composites: A review[J]. Advanced Composites and Hybrid Materials, 2019, 2(2): 214-233. doi: 10.1007/s42114-018-0072-z [2] JIAN L Y, LIN Y X. Review of milling of carbon fiber reinforced plastic[J]. Tool Engineering, 2014, 48(4): 3-6(in Chinese). [3] YE Y Y, JIA Sh H, XU Z F, et al. Research on hole drilling in carbon fiber reinforced composite by using laser cutting method[J]. Aeronautical Manufacturing Technology, 2019, 62(18): 50-55(in Chinese). [4] GOEKE A, EMMELMANN C. Influence of laser cutting parameters on CFRP part quality[J]. Physics Procedia, 2010, 5(2): 253-258. [5] NAN B J, LI Y D, WU P. Experiment study of carbon fiber composite material damaged by different wavelength laser beams[J]. Fiber Composites, 2008, 25(2): 28-30(in Chinese). [6] WOLYNSKI A, HERRMANN T, MUCHA P. Laser ablation of CFRP using picosecond laser pulses at different wavelengths from UV to IR[J]. Physics Procedia, 2011, 12: 292-301. doi: 10.1016/j.phpro.2011.03.136 [7] OHKUBO T, TSUKAMOTO M, SATO Y. Numerical simulation of combustion effects during laser processing of carbon fiber reinforced plastics[J]. Applied Physics, 2016, A122(3): 196. [8] OHKUBO T, TSUKAMOTO M, SATO Y. Numerical simulation of laser beam cutting of carbon fiber reinforced plastics[J]. Physics Procedia, 2014, 56: 1165-1170. doi: 10.1016/j.phpro.2014.08.031 [9] YU D Y, WANG X Y. Temperature field simulation of single layer carbon fiber reinforced plastics in parallel laser cutting[J]. Laser & Optoelectronics Progress, 2017, 54(4): 041401(in Chinese). [10] ZHU D Zh, HU J. Experimental study on picosecond pulsed laser machining of carbon fiber reinforced plastics[J]. Aeronautical Manufacturing Technology, 2017, 60(20): 54-59(in Chinese). [11] ZHANG X J, SHEN J J, WANG J Ch. Study on the process and wear resistance of picosecond laser surface texturing[J]. Applied Laser, 2020, 40(1): 86-90(in Chinese). [12] FISCHER F, ROMOLI L, KLING R. Laser-based repair of carbon fiber reinforced plastics[J]. CIRP Annals—Manufacturing Technology, 2010, 59(1): 203-206. doi: 10.1016/j.cirp.2010.03.075 [13] NIE Sh L, GUAN Y Ch. Review of UV laser and its applications in micromachining[J]. Opto-Electronic Engineering, 2017, 44(12): 1169-1179(in Chinese). [14] BA D M, XIONG Y Ch, LI Ch Q, et al. High frequency pulse laser removal technology for damaged part of carbon fiber reinforced plastics[J]. China Surface Engineering, 2019, 32(6): 122-131(in Chinese). [15] TAKAHASHI K, TSUKAMOTO M, MASUNO S, et al. Heat conduction analysis of laser CFRP processing with IR and UV laser light[J]. Composites, 2016, A84: 114-122. [16] HUA Y Q, XIAO T, XUE Q, et al. Experimental study about laser cutting of carbon fiber reinforced polymer[J]. Laser Technology, 2013, 37(5): 565-570(in Chinese). [17] LI Y Y. Experimental design and data processing[M]. 3rd ed. Beijing: Chemical Industry Press, 2008: 104-136(in Chinese). -

 点击查看大图
点击查看大图

图(7) / 表(6)
计量
- 文章访问数: 5443
- HTML全文浏览量: 4267
- PDF下载量: 31
- 被引次数: 0
