 Map
Map



HTML
-
光学元件厚度的加工精度是影响光学系统成像质量的重要因素,需要进行严格的质量控制以提高成像效果。目前测量厚度的方法可分为接触式和非接触式两种,其中接触式测量法一般通过使用卡尺或者千分表等工具直接接触元件测量,装置简单、操作方便、成本低廉,是目前中小型光学企业主要采用的测量方法,但其一方面由于探头与光学表面接触,容易造成表面划伤,导致产生杂散光,另一方面,测量结果与接触力密切相关,很难获得准确的结果。
随着光电技术的发展,光学测量的精度越来越高,近年来发展了一系列基于光学的非接触式测量方法,包括:激光三角法[1-2]、干涉法[3-5]、共焦法[6-8]、白光干涉[9-10]及光谱共焦法[11-14]等。激光三角法通过像点在传感器上的位置确定物点的3维空间位置,但其照明与检测光路不同轴,导致需要较大的空间位置,测量精度一般只能达到20μm。干涉法测量精度较高,可达到亚波长级,在高精度光学元件加工中广泛使用,但检测过程易受环境影响,且数据处理较为复杂。共焦法中厚度不同时探测器强度发生变化,根据强度与厚度的对应关系可获得厚度信息,结合干涉仪定位后测量标准差低于0.5μm[8], 但表面反射率不同或发生倾斜时对应关系可能变化。白光干涉及光谱共焦技术均使用白光光源,前者利用光源的低相干特性可在垂直方向获得纳米级分辨率,后者则是使用色散镜头建立反射光谱与表面垂直位置之间的对应关系,测量精度为2μm[11],两者已开发出商业化产品,但均存在成本过高的问题,很难在中小型企业中大规模使用。
基于像散的3维位置测量方法在生物光学成像[15]及3维粒子测速[16-20]中获得了大量的使用,其通过椭圆像点的长短轴变化表征物点的位置,无需扫描即可获得厚度信息,具有较高的效率,且测量分辨率可达纳米级[15]。因此, 本文中提出将像散法应用于光学元件的厚度测量中,为企业提供一种低成本、非接触、高精度的厚度测量方案。
-
基于像散法的厚度测量原理图如图 1所示。激光二极管提供单色点光源,光线经过分光镜反射后进入显微物镜聚焦至待测元件表面。当表面高度变化时,光束的聚焦状态同样发生变化。若忽略衍射效应,当聚焦物点位于表面处时,光束原路返回到分光镜,并透射形成实像,位置与光源对称,如图 1a中虚线所示。当聚焦物点位于表面之下时,经显微物镜返回光束受离焦影响与入射光束之间不再对称,形成的实像位置在z方向产生了一定的偏移,使得探测器上光斑变得弥散,如图 1b中虚线所示。当聚焦物点位于表面之上时,光斑同样变得弥散。由于无法从光斑直径直接判断物点位置,一般需要上下扫描寻找最小半径光斑才能确定表面高度,效率很低。
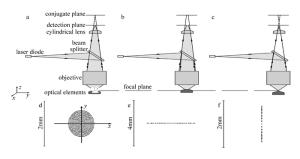
Figure 1. Schematic of thickness measurement based on astigmatism
像散法在返回光路中加入柱面镜,引入了像散,使得光学系统在子午及弧矢两个方向具有不同的光焦度,光斑具有椭圆形状,当入射物点位置变化时椭圆的xy轴长度随之变化。本文中基于光学软件ZEMAX模拟了不同位置物点形成的光斑,模拟中使用理想透镜代表显微物镜,数值孔径为0.65,工作距离为3mm,柱面镜具有平凸结构,凸面的曲率半径为47mm,柱面镜与探测器之间距离为2mm,模拟结果如图 1所示,聚焦物点偏离表面时光斑分别形成x轴及y轴方向的焦线,在表面处时光斑为椭圆形。由于物点位置与光斑xy轴长度之差一一对应,因此通过分析光斑形状可获得物点位置。
像散法使用光斑xy轴长度之差确定物点位置,不受表面反射率影响,可测量众多透明及非透明光学元件。与传统三角法相比,其照明及检测光路具有相同光轴,占据空间更小。光学元件很多具有球形表面,表面倾斜会导致入射光束无法全部返回显微物镜,对测量影响不可忽略,为了提高系统对不同样品的适应能力,可选择高数值孔径显微物镜,提高测量分辨率,但降低了测量范围,因此,需要根据实际指标要求确定物镜数值孔径。

-
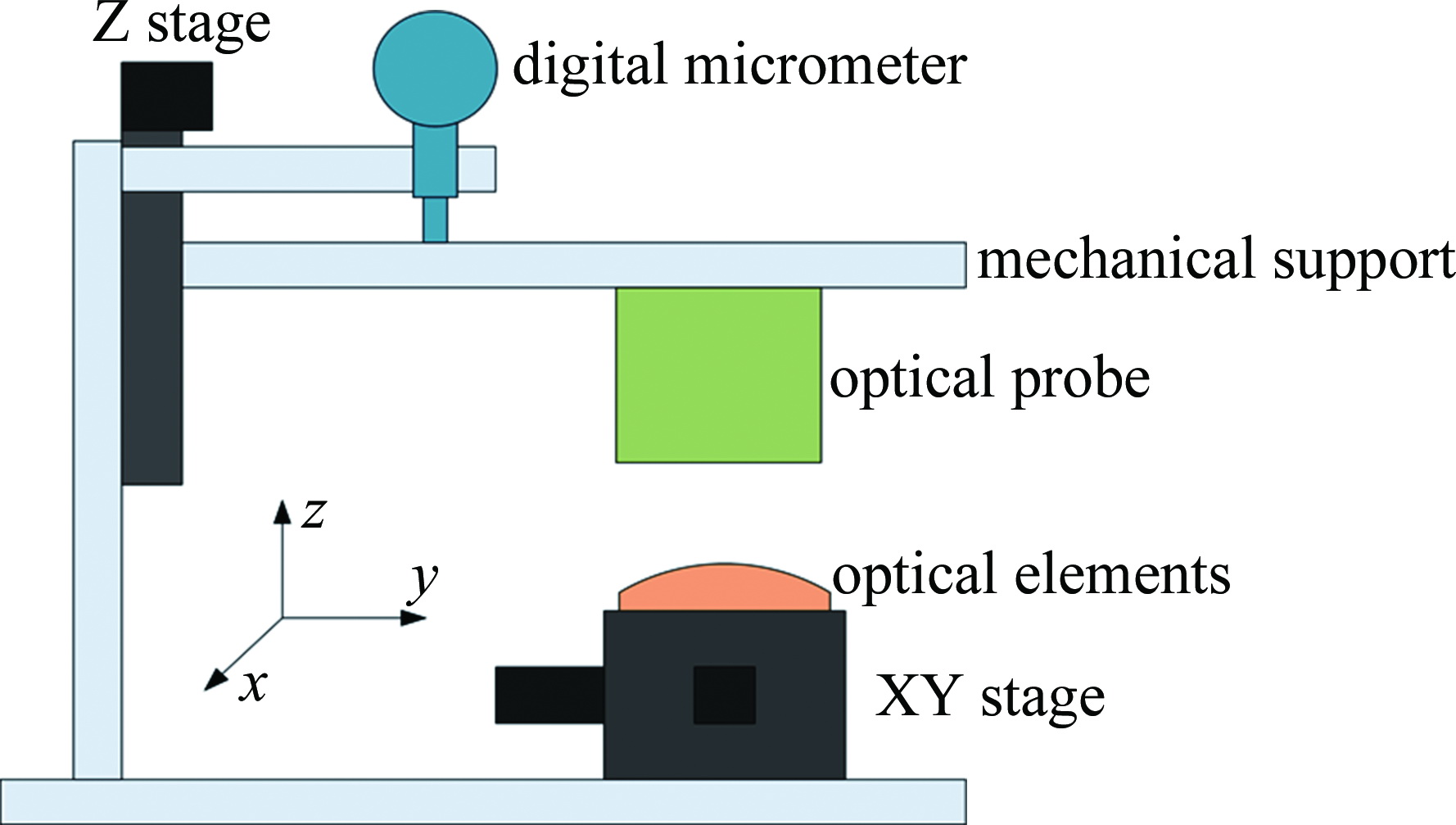
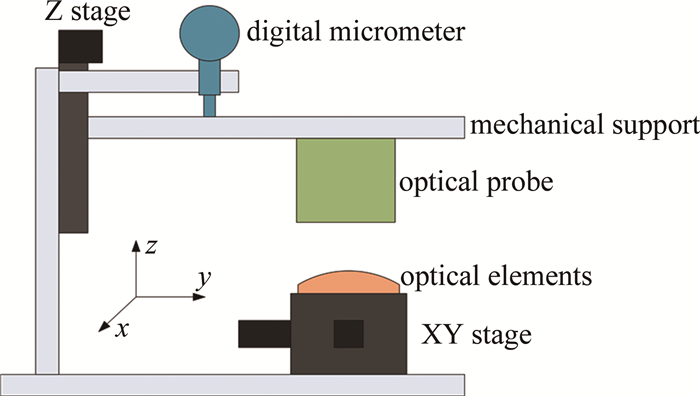
本文中基于像散法测量原理搭建了测量装置,原理图如图 2所示。其中光学探头包括了像散法使用的激光二极管、分光镜及显微物镜等元件,使用面阵探测器在线测量柱面镜聚焦后的光斑。由于像散法测量范围较小,无法满足不同种类元件的测量范围要求,因此装置中加入了数字千分表及上下调节机构。调节机构用于上下移动光学探头,千分表用于测量调节机构的位置,量程为25mm。工作时首先通过调节机构将光学探头移动至测量位置,此时椭圆光斑的形状位于两条焦线之间,进一步处理光斑图像,获得xy轴的长度差及表面相对于探头的准确位置。千分表通过串口协议与计算机连接,结合千分表读数及光斑形状可得表面相对于平台表面的准确厚度。装置中同时加入了xy方向的手动2维平移台,通过移动样件并记录物点的xyz 3维位置可重构表面的3维面形,可用于球面、非球面及自由曲面光学元件厚度的测量。需要注意的是,由于只使用了单探头进行测量,测量结果为元件上表面测量点与平移台表面的垂直距离。若需要测量双凹透镜的厚度,则需使用上下两个探头同时测量元件上下两个表面。与传统基于千分表的接触式测量方法相比,本装置使用光学探头代替机械探头,不会损伤表面,具有非接触的优点。

Figure 2. Experimental setup of non-contact thickness measurement of optical elements
-
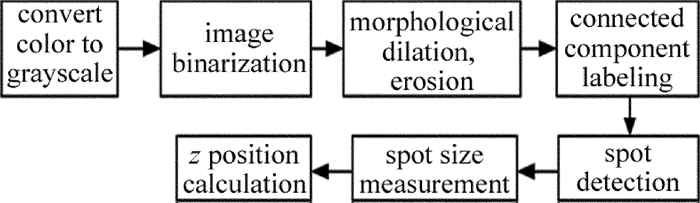
快速准确处理光斑图像获得xy轴长度差是实现高精度测量厚度的关键,但由于使用激光作为照明光源,图像不可避免受到散斑影响,需针对性设计处理算法。本文中图像处理流程图如图 3所示。

Figure 3. Flow chart of data processing
由于探测器采集的图像为彩色,而判断光斑形状只需要亮度信息,因此首先对彩色图像进行灰度化处理,如下式所示:
式中,r(i, j), g(i, j)及b(i, j)分别为(i, j)像素的红色、绿色及蓝色分量,G(i, j)为转化后的灰度数值。进一步对灰度图像进行了二值化操作。由于图像背景较为简单,理论上椭圆光斑外应全部为黑色背景,因此直接使用全局固定阈值寻找光斑位置,如下式所示:
式中,t为人工设定的阈值,B(i, j)为二值化后图像。受到激光散斑的影响,光斑之内可能存在空洞,光斑之外可能存在亮斑,为了减小影响,对二值化图像进行了形态学开运算。
式中,A为结构元素,Θ及⊕分别为形态学腐蚀及膨胀算子,N为运算后图像,作为后续进一步处理的基础。
虽然形态学开运算能够消除部分较小的散斑亮点,但图像中仍可能存在较大的散斑亮斑,为了避免其影响,需确定光斑是像点还是散斑。使用连通域技术标记每个光斑区域,连通域标记是图像处理领域的经典问题,目前已提出多种快速算法,可参考相关文献,本文中不作具体说明。由于照明光轴与测量光轴同轴,像点的中心位置理论上保持不变,因此,通过比较每个光斑区域的位置与理论位置可确定光斑是否为像点。若图像中不存在与理论位置相符的光斑,表明此时离焦较为严重,待测表面已远离聚焦物点,需通过平移台上下调节光学探头使得聚焦物点靠近待测表面。若存在像点光斑可进行下一步处理。
虽然一般认为存在像散时像点具有椭圆形状,通过使用椭圆曲线拟合光斑边界可确定其xy轴长度,但运算时发现, 一方面光斑形状并非为理想椭圆形,使用椭圆拟合可能引入误差,另一方面实际光斑受散斑影响可能存在空洞,导致边缘出现误差。由于椭圆光斑的xy轴与探测器行列像素之间夹角由柱面镜绕z轴旋转决定,难以确保平行,因此本文中提出直接按照椭圆倾斜角度θ计算光斑的矩形包围盒,其边长即为需要的xy轴长度,由光斑在xy轴两个方向投影的最大长度获得,如下式所示:
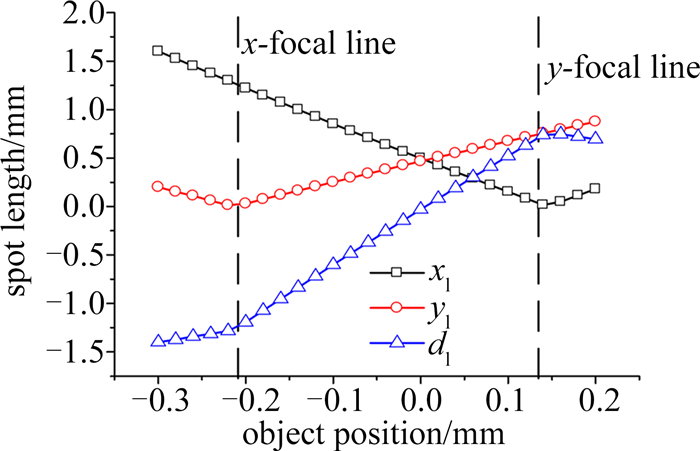
式中,(x, y)为光斑点在图像中的像素位置,xl及yl分别为光斑x及y轴长度,dl为xy轴的长度之差。dl与物点的z轴位置一一对应,可直接根据dl确定厚度。本文中基于ZEMAX模拟仿真了物点不同z轴位置时光斑xy轴的长度差,模拟参量与图 1中一致,结果如图 4所示。可见在两条焦线范围之间,xy轴长度差与物点位置线性相关,因此,获得长度差后通过线性运算可得物点位置。需要注意的是, 模拟只依据几何光学理论,而在焦线附近衍射效应不可忽略,故测量中应尽可能保证光斑位于两条焦线之间。
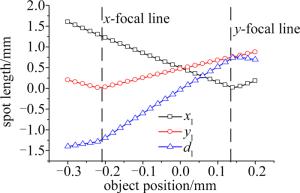
Figure 4. Dependence of the length difference in x and y direction on object position
-
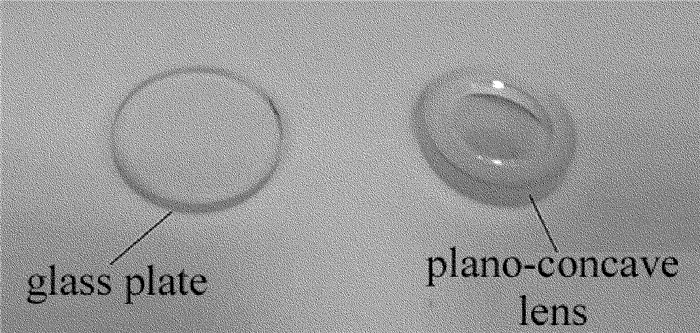
本文中使用商用玻璃平片及平凹透镜进行了测试验证,元件如图 5所示。
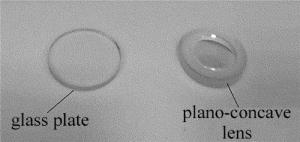
Figure 5. Commercial samples to be measured(glass plate and plano-concave spherical lens)
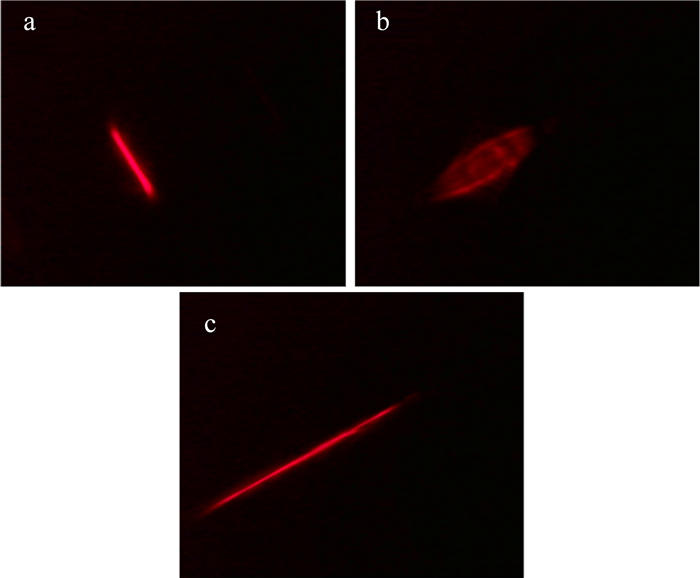
首先标定了光斑xy轴长度差与物点位置之间的关系。装置中已提供了千分表,标定时只需对于xy平移台表面进行测量,上下移动聚焦物点,并记录不同时刻时的光斑图像及千分表读数,结果如图 6所示。可见与预期一致,物点位置变化时光斑的xy轴长度发生了变化。千分表读数为0mm及0.008mm时光斑xy轴的长度差分别为95pixel及-65pixel,准确厚度可由下式修正获得:
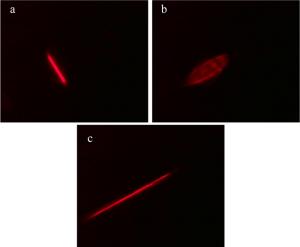
Figure 6. Spot images at different object positions
式中,T为修正后厚度,M为千分表读数。经过(5)式修正后厚度数值在上下移动光学探头时应保持不变。
以(5)式为基础,本文中测量了玻璃平片的厚度,测量中直接将玻璃平片放置在xy轴平移台的表面,移动z轴平移台使得聚焦物点移动至待测上表面附近,且光斑位于两条焦线之间,记录经过(5)式修正后厚度,并减去平台表面高度值,可得镜片厚度。测量了平片2×2个位置,相邻两个位置之间距离5mm,每个位置测量5次,结果如表 1所示。
No. position 1 position 2 position 3 position 4 1 3.010 3.015 3.019 3.008 2 3.009 3.014 3.020 3.008 3 3.009 3.013 3.020 3.006 4 3.010 3.014 3.018 3.006 5 3.011 3.013 3.019 3.007 Table 1. Measurement results of glass plate/mm
进一步测量了平凹透镜的中心厚度。将平凹透镜放置在平移台上,使透镜的平面与平移台平面接触,凹面靠近探头。由于凹面顶点与平面的距离最短,因此上表面距离平移台表面的最小距离可认为是透镜的中心厚,测量了中心厚及周围2×2个位置,其中位置1为通过移动xy平移台实时测量最小上表面高度处,其余4个位置偏离顶点,结果如表 2所示。
No. position 1 position 2 position 3 position 4 position 5 1 2.526 3.102 2.958 2.842 3.056 2 2.524 3.104 2.959 2.844 3.054 3 2.524 3.103 2.960 2.842 3.055 4 2.525 3.104 2.959 2.844 3.054 5 2.525 3.103 2.958 2.844 3.055 Table 2. Measurement results of plano-concave lens/mm
表 1及表 2中对于同一位置进行多次测量时, A类不确定度在置信概率95%时均小于2μm,表明系统具有较好的稳定性。进一步分析了测量的B类不确定度,包括理论误差、机械误差及环境影响等3个因素。
(1) 理论误差。体现为需要通过光斑形状准确定位物点位置,而光斑xy轴长度差与物点位置并非为严格的线性关系。由于光斑确定的物点位置范围小于14μm,因此非线性引起的误差极小,可以忽略。
(2) 机械误差。成因较为复杂,分为3个方面:(a)系统需通过千分表测量探头的位置,因此千分表的测量精度直接决定了最终结果的精度,需保证确保千分表的垂直度以防止其倾斜导致测量数值偏大;(b)当测量双凸透镜的中心厚度时,若XY平移台表面与水平面存在一定角度,则可能导致双凸透镜受到重力影响倾斜,导致测量结果出现误差,因此需保证XY平移台表面与水平面平行;(c)若待测量双凸透镜重心不位于光轴,则即使放置于水平面仍然可能倾斜,因此,对下表面为凸面的元件需确保其加工质量能够满足测量要求。
(3) 环境影响。装置的使用环境包括温度、振动及杂散光会对测量结果造成影响。温度变化导致千分表受热胀冷缩影响测量出现误差。振动导致光斑抖动,难以准确测量。杂散光影响拍摄图像背景强度,若强度过大可能使图像处理失败,无法获得光斑xy轴长度。因此需在恒温环境及防震工作台上进行测量,同时需避免杂散光过强。
以上分析表明,通过精密装配及保证使用环境,能够确保B类不确定度可以忽略,因此最终测量不确定度主要由A类不确定度组成,在置信概率95%时小于2μm,可满足一般光学加工企业的要求。
-
针对光学元件厚度非接触测量的实际需求,本文中提出了一种基于像散的测量方法,并搭建了一套测量装置。介绍了基于像散法的厚度测量原理,表面高度变化时探测图像为椭圆光斑,开发了相应的数据处理算法,能够实时计算表面厚度,使用光学软件模拟椭圆光斑形状进行了验证,表明焦深范围内光斑xy轴长度差与表面厚度近似为线性关系。实验测量了玻璃平片及平凹透镜两种样品,结果表明,系统测量不确定度在置信概率95%时小于2μm,能够满足一般加工精度要求,测量范围由数字千分表量程决定,目前为25mm。该装置操作简单、精度高、成本低,可用于测量透明及非透明元件,能够满足实际生产需求,具有广阔的应用前景。
 DownLoad:
DownLoad: