 网站地图
网站地图

 下载:
下载:






-
目前,国内市场上的胶原蛋白肠衣多采用套缩包装,这种包装不仅能够缩小肠衣的占用体积和包装成本,适用于工业化大生产,并且可以满足客户自动化灌肠生产需要,提高产品的灌装速度,使产品有稳定的出品率,一定程度延长产品的保质期,具有天然肠衣无法比拟的优势。但是,在实际生产过程中,这种套缩包装也存在一定的问题。大多数肠衣企业采用送衣轮装置和套缩装置同轴转动,测长装置测量套缩前的肠衣长度,当计长至生产标准长度时,给切刀装置发送剪切信号,控制切刀切断折缩杆套缩后的肠衣的方法。由于肠衣在经过套缩机后长度有很大的变化(可由设定长度的十几米折叠到十几厘米),切刀装置剪切时必须将剪切位置处的折叠肠衣重新展开后剪切。因此,如果切刀剪切位置处的折叠肠衣存在误差,那么肠衣在展开后剪切就会出现更大的误差,造成肠衣实际长度与生产标准之间存在很大差值,给企业带来不必要的损失。为此,本文中提出了一种新的胶原蛋白肠衣定长检测法[1]——喷码检测,并设计了一套高精度的蛋白肠衣定长剪切的光电检测系统[2-4]。
-
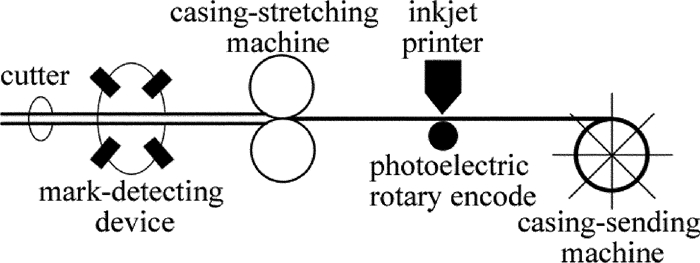
如图 1所示,系统的基本结构主要以光电旋转编码器[5]、喷码机[6]与数字型彩色光纤传感器[7-9]为主要元件,结合企业现有的送衣轮装置、肠衣套缩装置[10]和切刀装置组成,通过内存TM4C123GH6PM[11-12]微控制单元(microcontroller unit,MCU)控制各部分协调工作,实现对肠衣生产过程中的精确测量和剪切。具体工作流程如下:(1)肠衣在送衣轮的传送下带动光电旋转编码器转动计长并即时传输给TM4C123GH6PM;(2)当TM4C123GH6PM检测到计长信息为设定值时(如14m),向喷码机发送喷码打标指令、在肠衣表面喷码打标,同时清零计长信息,重新计长;(3)肠衣经喷码打标后,经折缩机折缩,由带状变成折叠的圆柱状,然后通向检标装置;(4)检标装置上的数字型彩色光纤传感器实时检测通过的折叠肠衣,并将检测信号传送给TM4C123GH6PM,未检测到标记时,发送信号0;检测标记时,发送信号1;(5)当TM4C123GH6PM接收到信号1时,立刻向切刀装置发送剪切命令,切刀装置接收命令,在喷码标记处将肠衣展开由切刀剪切。
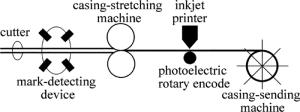
Figure 1. The basic structure of system
在实际生产过程中,送衣轮传送速率1m/s;光电旋转编码器每转一圈可发送1000个脉冲,计长精度可达0.1mm;单根肠衣生产标准长度14m,最大直径20mm,喷码机采用可食用速干油墨,标记速率5m/s,喷码宽度18mm,故采用4个传感器(尽可能保持在同一个平面内,确保检测的一致性)即可检测肠衣圆周上任意位置的标记;另外,数字型彩色光纤传感器不受工件运动影响、响应速度快,最快可达60μs;同时,切刀应尽量靠近检标装置,以减少延时误差。
-
肠衣定长喷码检测原理如图 2所示。肠衣沿黑色箭头方向传送,光电旋转编码器在肠衣的带动下开始计长,当计长到生产标准值(如14m)时,喷码机即时打标,同时光电旋转编码器清零并重新计长;肠衣经套缩装置时,套缩杠对肠衣充气,肠衣由带状变为圆柱状并紧贴内螺纹,在外力的作用下,转动的内螺纹对肠衣进行套缩,将肠衣折叠起来;当数字型彩色光纤传感器检测到肠衣上的标记时,会及时将检测到的红色标记信号转化为0/1数字信号传送给TM4C123GH6PM,然后控制切刀装置在喷码标记处展开、进行剪切。这种定长喷码检测的方法,由于光电旋转编码器的精确计长和数字型彩色光纤传感器对喷码标记的快速准确检测,为切刀装置提供了一个准确的伸展剪切位置,极大的减小了剪切误差。
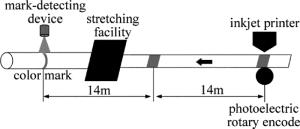
Figure 2. Detection principle of collagen casing with the fixed-length color mark
-
光电旋转编码器是一种集光、机、电于一体的光电传感器,用于检测机械的运动和位移,主要由安装在转轴上的旋转磁盘和光电检测装置组成。当转轴在被测物体的带动下旋转时,旋转磁盘与其同步旋转,光源发出的光经旋转磁盘上的缝隙间断通过,并由光敏器件接收转换成电信号,如图 3所示。为判断旋转方向,旋转磁盘提供了相位相差90°的A,B两路方波信号,当顺时针旋转时,光电编码器的A相相位会比B相超前半个周期;反之,A相会比B相滞后半个周期。这样,通过检测A、B两相的相位就可以判断旋转的方向,通过记录A或B相变化的次数,就可以得出旋转的次数,光电旋转编码器每转一圈产生1000脉冲,当旋转磁盘周长为100mm时,单个脉冲对应0.1mm,由得出的旋转次数即可计算出位移。
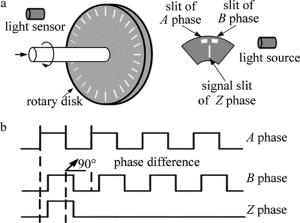
Figure 3. Principle of electro-optic rotary encoder
-
数字型彩色光纤传感器(E3X-DAC-S)主要是由一个高功率的白光发光二极管(light-emitting diode, LED)、多重红绿蓝(red, green, blue, RGB)色彩感应放大器单元[13-14]和模数转换单元组成的,它的检测主要是基于多重RGB色彩感应放大器单元来完成的。每个RGB色彩感应放大单元都是由3个Si-PIN光电管以及3片滤波器集成在一起的,每个光电管都各自有RGB 3种颜色之一的滤波器。它有两种测量模式:一种是利用反射光中三基色的光强度来实现检测目的,这种模式可实现微小颜色判别的检测,但传感器易受被测工件运动的影响,如图 4a所示;另一种是分析R(red)、G(green)、B(blue)的比例,即使在被测工件运动的场合也可以检测,因为检测距离的变化只能引起光强的变化,但是3种颜色光的比例不会变,如图 4b所示。
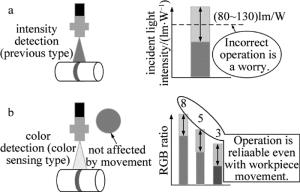
Figure 4. Detection principle of digital color-sensing fiber sensor a—light intensity detection b—RGB ratio detection
数字型彩色光纤传感器工作时,高功率白光LED发出的光通过光纤照射到肠衣上;然后由多重RGB色彩感应放大器单元探测肠衣反射光中的R, G, B 3种光谱成分并分别进行放大累加,经由模数转换单元转换为数字量;最后根据要探测目标的颜色设定算法,以RGB三者的比例设定一个显示参考值(如0100),且目标颜色比率越高,传感器显示的数值越大。因此,当传感器未检测到红色喷码标记时,目标颜色比率最低,显示数值最小;当检测到红色标记且比率最大时,显示数值最大。取最大和最小显示值的平均作为阈值,低于阈值,表示未检测到标记,向单片机输入0;高于阈值,表示检测到标记,向单片机输入1。这样根据单片机接收的0/1信号就可快速、准确的判断出喷码的标记位置。
-
系统框图如图 5所示。TM4C123GH6PM(MCU)选用的是TI公司推出的一款32位基于ARM Cortex-M4的处理器,主频80MHz,SRAM256kB,具有非常多的优点,如稳定性高;嵌套向量中断控制器(nested vectored interrupt controller, NVIC)优异的中断反应速度和处理机制能保证实时性;浮点运算单元(float point unit, FPU)能加快数据的处理速度;real-time JTAG能够实时在线调试、方便进行侵入式开发、减少开发时间;另外,它还拥有通用异步收发传输器(universal asynchronous receiver/transmitter, UART)、同步串行接口(synchronous serial interface, SSI)/串行外设接口(serial peripheral interface, SPI)、内部整合电路(inter-integrated circuit, I2C)等通用接口,拥有充足的内存空间、完善的驱动库、丰富的时钟和中断资源,使得系统具有极大的可扩展性;同时,丰富的应用案例和参考设计资源也侧面反应了TM4C123GH6PM优异的工业稳定性。因此,TM4C123GH6PM非常适用于工业开发。另外,通过薄膜晶体管液晶显示器(thin film transistor-liquid crystal display, TFT-LCD)设计的人机交互界面,更加方便系统的工业应用。
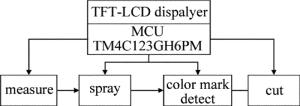
Figure 5. Schematic diagram of system
-
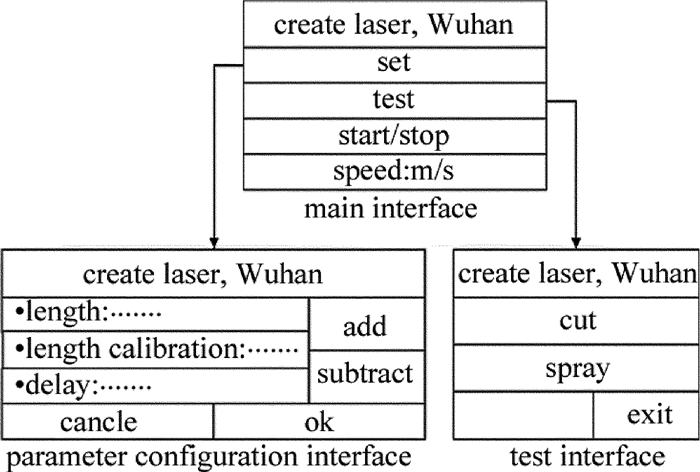
用户界面设计如图 6所示。主界面可以实时监控肠衣的运行速率、进行参量设定、系统测试、运行/结束控制选择操作;参量设定界面可以进行设定长度、长度修正因子、延时(检测到色度信号到发送切割信号之间的时延)操作;系统测试界面可以进行喷码机的自动喷墨、切刀的自动切割测试操作。
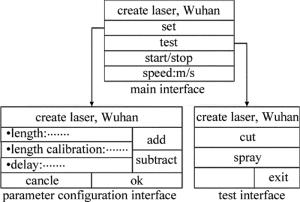
Figure 6. Design of user interface
-
本系统软件控制[15]主要包括主程序和触发中断子程序两大部分,主要由触摸屏按键扫描模块、肠衣计长喷码模块、标记检测切割模块、数据存储和串口通信功能模块组成,在Keil MDK平台开发完成。系统程序流程图如图 7所示。

Figure 7. Flowchart of controlling program
-
为了使该检测系统更好的配合企业生产线的运作,检测系统设备安装时,必须充分结合生产线现有的生产设备,考虑肠衣在折缩前后的绷紧程度变化以及稳定肠衣张力[16]时引起滑轮反转的影响。实验中采用单一变量原则,分析了张力稳定滑轮、刀口压紧装置和测速压紧轮对切割精度的影响,最终使安装的检测系统非常好地匹配了企业生产线的工作,切刀的剪切精度得到了极大的提高。
根据上述方法调试安装检测装置,进行了多次测试实验,实验结果如图 8所示。肠衣预设长度14m,采用现在多数肠衣企业的方法,剪切误差高达±0.3m,而采用喷码检测法的光电检测系统,剪切误差可减小到±0.05m,建议实际生产过程中放宽到±0.1m,一方面是肠衣在套缩前后变化很大,由套缩前的14m折叠到了20cm左右,喷码标记也由8cm折叠到了1.1mm~1.2mm,因此,在喷码标记处展开剪切时会有一点点偏差;另一方面是由于4个数字型彩色光纤传感器不完全在同一个平面内,会造成检测信号不一致,增大剪切误差。

Figure 8. Comparison of the measured value between the original method and the new method (the default length of casing was 14m)
-
基于胶原蛋白肠衣定长喷码检测的光电检测系统,具有工作稳定性高、响应速度快、探测灵敏度高、计长精度高、可扩展性强等诸多优点,可以有效地解决在线肠衣定长剪切运行速度不均匀、套缩后长度变化很大和切刀剪切位置缺少识别标记的影响,减小切刀的剪切误差。最终,肠衣的计长精度可达0.1mm,剪切误差可由±0.3m减少到±0.05m,平均每根肠衣可减少4%的生产成本,可为企业节约大量的生产材料、增加利润,并提高自身在国内外的竞争力。因此,本文中设计的喷码检测的光电检测系统为肠衣定长剪切提供了一种全新的检测方法,具有十分重要的工业应用价值。
用于蛋白肠衣定长剪切的光电检测系统
Photoelectric detection system for cutting collagen casing with the fixed length
-
摘要: 为了解决目前肠衣企业生产线上胶原蛋白肠衣运行速度不均匀、套缩前后长度变化大,以及因切刀剪切位置缺少识别标志而产生误差等问题,采用了一种新的胶原蛋白肠衣定长检测法——喷码检测,设计了一套高精度的胶原蛋白肠衣定长剪切的光电检测系统。系统以现有的内存(TM4C123GH6PM)为微控制单元,以光电旋转编码器、喷码机、数字型彩色光纤传感器为主要元件,结合企业现有的肠衣套缩装置,对肠衣定长剪切生产过程进行了理论分析和实验验证。结果表明,肠衣的测量精度高达0.1mm,切割误差由±0.3m减少到±0.05m,平均每根肠衣可减少4%的生产成本。此光电检测系统非常适用于工业应用,可极大地提高企业竞争力。Abstract: In order to solve the problem of non-uniform running speed of collagen casing production line, length change before and after retraction, and error caused by the lack of identification marks in cutting position of the cutter, a new collagen casing length detection method, spraying mark detection, was used, and a set of high-precision photoelectric detection system was designed to cut the fixed-length collagen casing. Based on microcontroller unit TM4C123GH6PM and using electro-optic rotary encoder, inkjet printer and digital color-sensing fiber sensor as the main devices, and utilizing the casings stretching facility in factory, the system makes the theoretical and experimental verification during the process of the cutting fixed-length collagen casing. The results show that the measurement accuracy of casing reaches 0.1mm, and the error cutting reduces from ±0.3m to ±0.05m. The average cost of produce for each casing can be reduced by 4%. The photoelectric detection system is suitable for industrial applications and can greatly enhance the competitiveness of enterprises.
-
Figure 4. Detection principle of digital color-sensing fiber sensor a—light intensity detection b—RGB ratio detection
-
[1] CAI J D, QI J H.Adaptive fuzzy PID algorithm fixed-length cutting control system based on ARM9[J]. Control Engineering of China, 2014, 21(5):315-320(in Chinese). [2] GUO P Y, FU Y. Photoelectric detection technology and application[M]. Beijing:Beijing University of Aeronautics and Astronautics Press, 2006:1-10, 156-204(in Chinese). [3] SUN Y Y, CHEN Ch Y, LIU X Ch, et al. Photoelectric detection system for measuring the overprint deviation of printing press[J]. Laser Technology, 2010, 32(4):436-439(in Chinese). [4] GU Sh, WANG Y Y. Object detection system design based on the photoelectric sensing technology[J]. Electronic Technology, 2014, 27(9):178-180(in Chinese). [5] YANG W. Research of auto-detection system of photoelectric encoder based on DSP[D]. Changchun: Changchun Institute of Optics, Fine Mechanics and Physics, China Academy of Sciences, 2010: 1-6, 11-49(in Chinese). [6] CHEN Ch. The design of continue Ink-jet printer[D]. Wuhan: Wuhan University of Technology, 2009: 5-39(in Chinese). [7] JIA B N, YU P, SONG A G. Sensor technology[M]. Nanjing:Southeast University Press, 2007:269-292, 177-194(in Chinese). [8] WANG Y T, ZHEN L J, HOU P G. The optoelectronics and fiber optic sensor technology[M]. Beijing:National defence of Industry Press, 2003:1-248(in Chinese). [9] SI L H, AO F L, HE N, et al. Design and realization of color recognition system with optical fiber sensor[J]. Optical Technique, 2006, 32(s1):542-544(in Chinese). [10] BAIDEFU CASING CORPORATION IN ZHONGSHAN CITY. The sets chickened of the casings telescopically machine: China, 202750629[P]. 2013-02-27(in Chinese). [11] TEXAS INSTRUMENTS. TivaTM TM4C123GH6PM. Microcontroller[EB/OL].(2013-11-15). http://www.ti.com/tm4c. [12] SHEN J H, HAO L P. RAM plan China university teaching materials, tutorial:embedded system based on Tiva C series ARM architecture-M4 microcontrollers[M]. Beijing:Beijing University of Aeronautics and Astronautics Press, 2015:1-492(in Chinese). [13] ZHAO Y, NONG Y G, YU Zh. On the online technology based on RGB tricolor theory[J]. Value Engineering, 2014(35):318-319. [14] LI X P. Study on the plant leaf color detecting system based on the RGB sensor[D]. Zhengzhou: Henan Agricultural University, 2009: 2-17(in Chinese). [15] ZHUANG X Q, ZHANG L J, FANG M. Design and implementation of control system of embedded ink-jet printer based on ARM9[J]. Computer Measurement & Control, 2010, 18(8):1799-1801(in Chinese). [16] XIAO B Q, SHAN Y K. Research on a practical constant tension control system[J]. Journal of China Jiliang University, 2006, 17(4):277-280(in Chinese). -

 点击查看大图
点击查看大图
图(8)
计量
- 文章访问数: 3844
- HTML全文浏览量: 2111
- PDF下载量: 236
- 被引次数: 0
