 网站地图
网站地图



-
近年来,镁合金和铝合金的广泛应用,使它们之间的焊接不可避免地提上日程[1-3]。由于镁/铝合金间物理和化学性能的差异,使其焊接存在诸多困难[4-7]。目前用于焊接镁/铝合金的主要方法为扩散焊、搅拌摩擦焊等固相焊接,但是扩散焊需要在真空室中进行且焊接接头强度不高,而搅拌摩擦焊工艺柔性较差,这些问题都限制了其发展[8-10]。熔焊方法已经被应用于Mg/Al异种金属的焊接,但是焊接接头中仍难以避免Mg/Al金属间化合物相以及裂纹、气孔等带来的不利影响。研究表明[11-12],在对镁/铝异种金属施焊过程中添加合理的中间层金属可以有效地改善焊接接头组织,提高其力学性能。激光焊的能量密度高、热输入小、热影响区窄,适于焊接热敏感性强的金属而被用于镁、铝等有色金属的焊接。Zn的金属活泼性与Mg, Al相近,热物性也相近,且能固溶于Al, Mg或与其发生反应,能有效地减少Mg, Al元素间化合物相的生成,改善镁/铝异种金属焊接接头的性能[13-16]。所以本文中采用光纤激光对5083铝合金和AZ31B镁合金薄板添加Zn中间层进行焊接试验,探讨Zn中间层对镁/铝异种金属激光焊接接头组织及性能的影响。
-
试验采用厚度均为1.5mm的5083铝合金和AZ31B镁合金,其化学成分如表 1所示。中间层选择0.05mm, 0.1mm, 0.15mm 3种厚度的Zn箔。焊接前将母材切割加工成60mm×20mm大小,用砂纸打磨表面,并用酒精溶液超声清洗15min,去除表面氧化膜和油污。
Table 1. Chemical compositions (mass fraction) of aluminum 5083 and magnesium AZ31B
material Mg Al Zn Si Fe Cu Mn Ti Ca Cr 5083 0.045 balance 0.0025 0.004 0.004 0.001 0.006 0.015 — 0.002 AZ31B balance 0.0319 0.0081 0.0002 0.00005 0.0005 0.00334 — 0.0004 — 焊接系统如图 1所示。采用型号为IPG YLS-4000的光纤激光设备与安川YASKAWA HP20D焊接机器人,其中激光器的最大输出功率为4000W,连续输出的激光模式为TEM00,波长为1.07μm,光束发散半角α < 0.15mrad,焦距为164mm,焦斑直径为0.4 mm。

Figure 1. Laser equipment and the welding robot
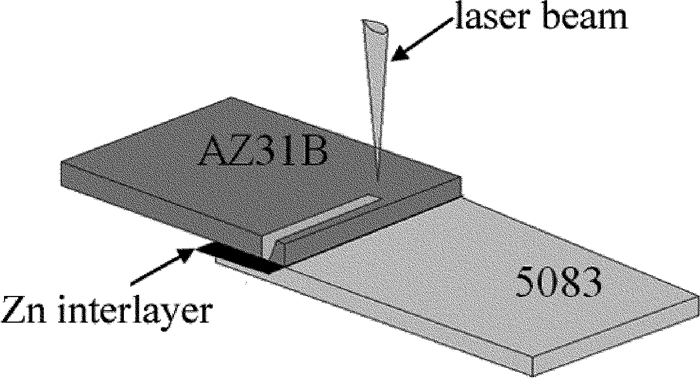
焊接采用搭接接头形式,镁板置于铝板上面,激光束垂直入射到镁板表面,随着光束移动在搭接部位形成连续焊缝,如图 2所示。焊接参量为:激光功率2.2kW,焊接速率5m/min,离焦量3mm。采用前后分别为15L/min,10L/min的高纯度氩气对熔池进行保护,防止焊缝氧化。焊后对接头试样进行组织观察、成分检测以及力学性能测试。
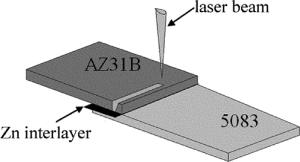
Figure 2. Schematic diagram of laser welding
-
如图 3所示,试验得到变形小、表面鱼鳞纹均匀、连续、平整,无明显氧化、飞溅的焊接接头,其中图 3a表示焊缝表面形貌,图 3b表示接头剪切断口形貌。
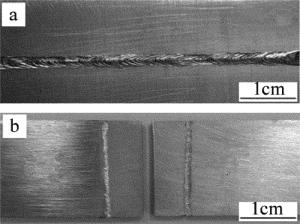
Figure 3. Macroscopic morphology of the welding joint
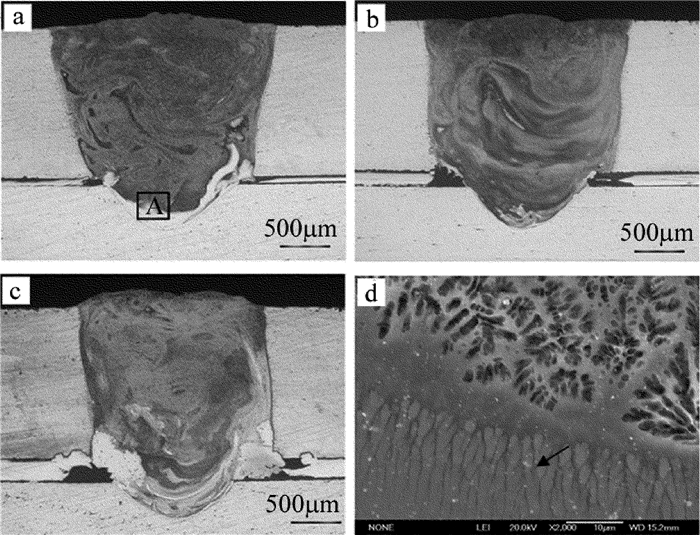
图 4是采用不同厚度Zn中间层时接头的横截面形貌。可以看出,焊缝内部有明显的涡流特征,其中图 4a在焊缝底部有明显不同于中心区域的白色组织(见图中A区域)。扫描电子显微镜(scanning electron microscope, SEM)结果显示该区域组织以沿界面生长的柱状晶为主,所含元素主要为Al和Mg,其原子数分数分别为0.6279, 0.3731,推测该处组织是由Mg, Al直接反应生成的金属间化合物Al3Mg2层构成,图 4b中组织从焊缝中心到底部较为均匀,没有明显的金属间化合物层出现。图 4c中较为明显的特征是搭接界面处有未反应完的中间层金属存在。对比三者可知,当用0.05mm厚Zn中间层时,由于Zn量较少,对母材间的反应影响程度小,所以在熔池底部形成了Mg/Al金属间化合物呈连续分布的特点。而0.15mm厚的Zn中间层由于Zn较多,在较短的时间里不能完全参与反应,因而造成在搭接结合面处Zn过剩的现象。相比之下,当中间层厚度为0.1mm时,熔化的Zn量适中,可以在短时间内充分与熔化的母材金属反应,形成新的化合物或固溶体,所以该焊缝既没有出现前者的Mg/Al化合物层,也未出现后者中间层金属过剩的现象。综上所述,在本试验条件下0.1mm厚度是Zn中间层的优先选择。
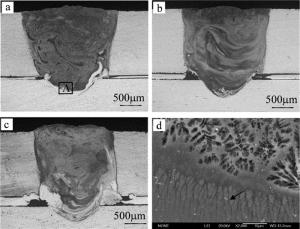
Figure 4. Morphology of cross section of the welding joint with different thickness of Zn interlayers
-
图 5a~图 5c分别是Zn中间层为0.05mm时镁侧熔合区、焊缝中心以及底部区域的微观组织;图 5d和图 5e则是中间层为0.1mm,0.15mm时焊缝底部微观组织形貌。由图 5a可以看出,接头热影响区不明显,几乎看不到近缝区组织的变化,且在熔合线附近没有发生晶粒粗化现象,这与激光焊接能量密度高、速度快的特点有关。图 5b所示焊缝区域组织细小、均匀,沿着熔合线晶粒以树枝状形态向中心生长,最终形成典型的等轴晶。采用不同厚度Zn中间层得到的焊缝组织区别主要在底部,即Mg、Al界面以下的区域。采用0.05mm厚的Zn中间层时,由Al3Mg2等组成的化合物层贯穿整个焊缝底部,且平均厚度超过50μm;当Zn中间层为0.15mm时,焊缝底部所形成的反应层分层明显,层间过渡均匀,晶粒细化。而0.1mm厚Zn中间层时获得的反应层明显变薄,连续分布的结构仅为10μm左右,新生成的化合物均匀分布在反应区域,形成了有效的过渡。
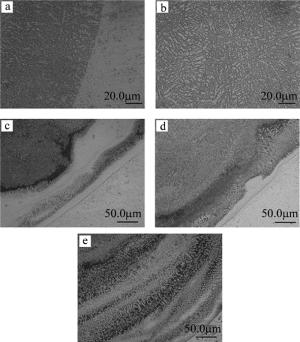
Figure 5. Microstructure of different welding zones
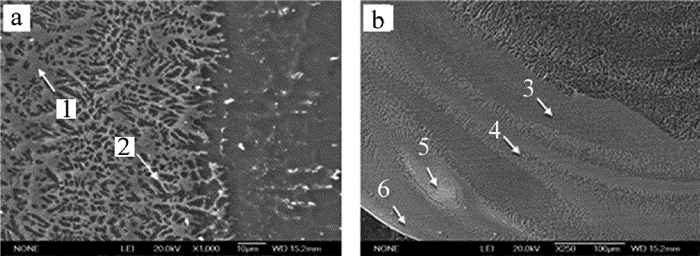
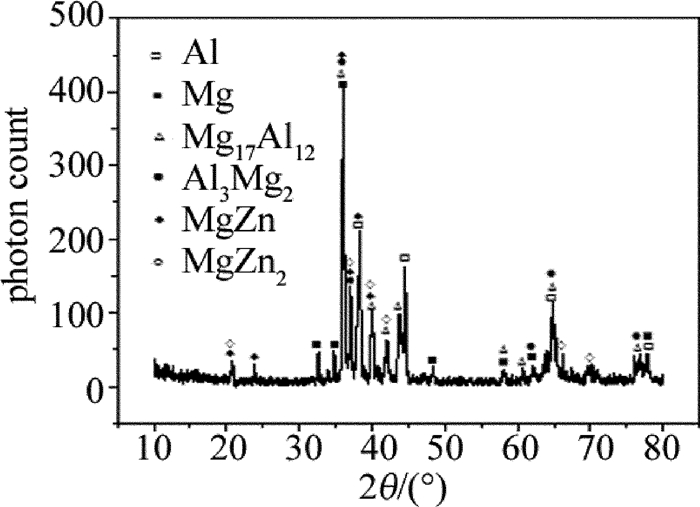
图 6为Zn中间层为0.15mm时接头组织的SEM图像。接头X射线衍射(X-ray diffraction, XRD)测试及部分能谱仪(energy dispersive spectroscopy, EDS)结果分别如图 7和表 2所示。分析可知,镁侧熔合区及焊缝中间区域组织以α-Mg固溶体及α-Mg+Mg17Al12共晶组织为主,其中Mg17Al12以网状形式分布在基体上,对基体起到了强化作用。这是由于激光焊接时,组织结晶条件极不平衡,在焊后冷却过程中,Al元素尚未扩散均匀,在液相中局部富集,并在超过溶解度极限后从基体析出Mg17Al12相,最后与α-Mg基体共同形成焊缝组织。而Zn元素在该区域并未大量出现,这主要跟Zn元素含量少及激光焊接速度快,元素扩散时间短有关。焊缝底部组织呈层状分布是激光搅拌作用下,元素分布不均匀造成的结果。底部近熔合线位置6处的组织以金属间化合物Al3Mg2为主,5处组织为Al基体上分布着白色的MgZn相,3和4处则主要是以Al及Mg17Al12和MgZn2及MgZn形成的混合物为主。
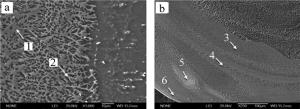
Figure 6. SEM images of the welding zone

Figure 7. XRD results of cross section of the welding joint
Table 2. EDS results at different locations (atom fraction)
position Mg Al Zn 1 0.7726 0.1910 0.0364 2 0.6379 0.2853 0.0768 3 0.5302 0.3389 0.1309 4 0.5266 0.2838 0.1896 5 0.1904 0.5899 0.2197 6 0.3846 0.5161 0.0993 根据以上组织分析结果可知,在整个焊接过程中,当镁、铝直接反应时,沿着界面生成连续分布的Mg/Al金属间化合物,这些化合物相脆、硬,与周围组织存在性能差异,在热收缩下容易造成应力集中,同时为焊缝中的微裂纹提供了快速扩展的通道[17]。而适量Zn的加入,改变了焊缝底部元素的分布状况,使Mg-Al二元体系引入了Mg-Zn系化合物,在组织中起到优化、改善的作用,这正是添加夹层金属的目的与意义所在。
-
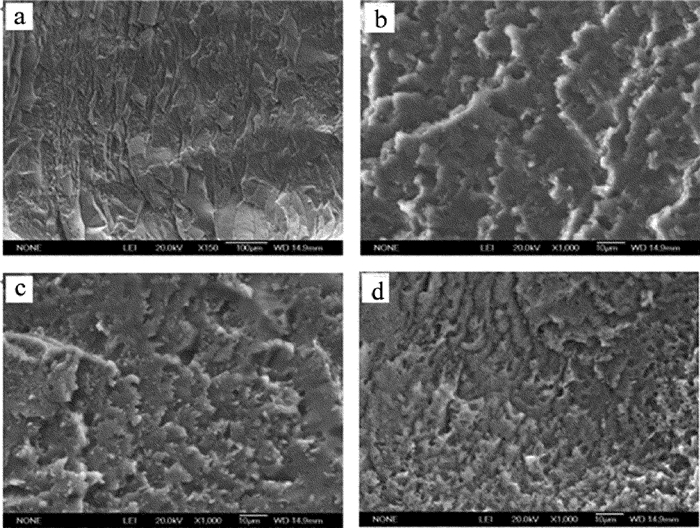
对接头进行拉剪力学性能测试发现,接头断裂方式主要以焊缝底部剪切剥离形式为主。典型断口形貌如图 8所示。
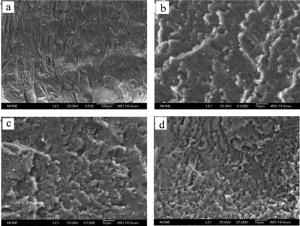
Figure 8. Fracture morphology of Zn interlayer with different thicknesses
图 8a为剪切断口的低倍形貌,可以看出,断口表面较为光滑,有明显的阶梯状花样; 图 8b~图 8d分别是中间层厚度为0.05mm, 0.1mm, 0.15mm时的断口微观形貌。当中间层为0.05mm时,断口中存在多小平面,有明显的解理台阶,解理面都比较光滑且边缘较锋利,为典型的脆性解理断裂。随着中间层厚度的增加,撕裂特征也更加明显。当中间层为0.15mm时,在断口中不同解理面上出现了许多大小不一的剪切韧窝,即发生混合断裂。拉剪测试结果显示,三者对应的平均拉剪强度分别为17.29MPa, 25.47MPa和23.38MPa。出现这个现象的原因是Zn的加入改善了焊缝底部组织分布及状态,一方面减少了Mg/Al金属间化合物的数量,另一方面克服了该类化合物连续分布的不利影响,从而使接头脆化程度大大降低,强度得到提升;但是中间层金属太厚,一方面使焊缝尺寸稍有减小,另一方面造成接头局部应力集中,反而再次降低了力学性能。
-
(1) 接头组织较为均匀,镁侧及中间区域以α-Mg和α-Mg+Mg17Al12共晶组织为主,底部为Al及Mg/Al,Mg/Zn间化合物的混合组织;随着Zn中间层厚度的增加,焊缝底部Mg/Zn间化合物数量增加,Mg/Al间化合物数量明显减少,由连续的层状分布转变为不同化合物混合分布的状态。
(2) 拉剪断口以焊缝底部剪切剥离为主,随着Zn中间层厚度的增加,断裂方式由脆性解理断裂向混合断裂过渡,力学性能得到相应的改善,当Zn中间层厚度为0.1mm时,拉剪强度达到25.47MPa。
Zn中间层对镁/铝异种金属激光焊接的影响
Effect of Zn interlayer on laser welding of Mg/Al dissimilar metal
-
摘要: 为了研究激光焊接镁/铝异种金属的工艺方法,采用4kW光纤激光器对AZ31B镁合金和5083铝合金进行了添加Zn中间层的焊接试验,得出了Zn中间层对镁/铝异种金属激光焊接接头的影响机理。结果表明,焊接接头组织较为均匀,热影响区不明显;镁侧熔合区及焊缝中心部位以α-Mg和α-Mg+Mg17Al12共晶组织为主,底部为Al固溶体及Mg/Al,Mg/Zn间化合物组成的混合组织;随着Zn中间层厚度的增加,焊缝底部生成的Mg/Zn化合物数量增多,Mg/Al间化合物数量明显减少,且连续分布的状态得到改善,剪切断裂由解理向混合断裂方式过渡;当中间层厚度为0.1mm时,拉剪强度达到最大值25.47MPa。该研究对提升镁/铝异种金属焊接接头的强度是有帮助的。Abstract: In order to study the laser welding process of magnesium/aluminum dissimilar metals, the experiment was conducted on AZ31B magnesium alloy and 5083 aluminum alloy with Zn interlayer by using 4kW fiber laser. The influence mechanism of Zn interlayer on Mg/Al dissimilar metal laser welding joint was obtained. The results show that the microstructure of the weld is uniform, and the heat affected zone is not obvious. The magnesium side and the center are mainly composed of α-Mg and α-Mg+Mg17Al12 eutectic structure, and the bottom of weld is the mixture of Al, Mg/Al and Mg/Zn compounds. With the thickness of Zn increased, at the bottom of the weld, the formation of Mg/Zn compounds increase, the Mg/Al compounds reduce and the distribution of microstructure is improved. The shear fracture mode transforms from cleavage to mixed manner. When Zn interlayer is 0.1mm, the shear strength reaches the maximum 25.47MPa. The study is helpful in improving the strength of the Mg/Al dissimilar metal welded joints.
-
Key words:
- laser technique /
- welding /
- Zn interlayer /
- intermetallic compound
-
Figure 4. Morphology of cross section of the welding joint with different thickness of Zn interlayers
a—0.05mm b—0.1mm c—0.15mm d—SEM image of A
Figure 5. Microstructure of different welding zones
a—the Mg side with 0.05mm Zn interlayer b—the center with 0.05mm Zn interlayer c—the bottom with 0.05mm Zn interlayer d—the bottom with 0.1mm Zn interlayer e—the bottom with 0.15mm Zn interlayer
Figure 8. Fracture morphology of Zn interlayer with different thicknesses
a—0.05mm macroscopic b—0.05mm microstropic c—0.1mm micro-stropic d—0.15mm microstropic
Table 1. Chemical compositions (mass fraction) of aluminum 5083 and magnesium AZ31B
material Mg Al Zn Si Fe Cu Mn Ti Ca Cr 5083 0.045 balance 0.0025 0.004 0.004 0.001 0.006 0.015 — 0.002 AZ31B balance 0.0319 0.0081 0.0002 0.00005 0.0005 0.00334 — 0.0004 —  下载: 导出CSV
下载: 导出CSV
Table 2. EDS results at different locations (atom fraction)
position Mg Al Zn 1 0.7726 0.1910 0.0364 2 0.6379 0.2853 0.0768 3 0.5302 0.3389 0.1309 4 0.5266 0.2838 0.1896 5 0.1904 0.5899 0.2197 6 0.3846 0.5161 0.0993
下载: 导出CSV
-
-

 点击查看大图
点击查看大图

计量
- 文章访问数: 5158
- HTML全文浏览量: 3284
- PDF下载量: 195
- 被引次数: 0
