 网站地图
网站地图






-
铝合金因其具有较高的比强度、良好的工艺成形性、断裂韧性及优良的耐蚀性能,适应传统产业改造升级和现代高新科技发展的需要,已经被广泛应用于机械制造、运输机械、动力机械及航空工业的焊接结构中[1]。传统的铝合金焊接方法主要有钨极氩弧焊(tungsten inert gas welding,TIG)、熔化极惰性气体保护焊(metal inert-gas welding,MIG)[2]等。传统的焊接方法不仅熔透能力差、焊接效率低,并且焊接变形大、焊接质量较低[3]。激光焊作为最有前景的焊接方法之一,具有焊速高、能量密度高、线输入低等诸多优点,但是在铝合金的焊接过程中也存在一些不易克服的问题,其中最常见的问题是气孔[4]。气孔会严重破坏焊缝金属的致密性、削弱焊缝的有效截面积,极大地降低焊缝的力学性能和耐腐蚀性能[5]。
近年来,激光行业的国内外学者及相关从业人员开展了大量的研究。清华大学的ZHAO等人研究了摆动光束对低碳钢激光焊接气孔的影响, 发现光束摆动激光焊接可以减少和消除气孔;摆动频率越大,摆动幅度越大,对熔池的搅拌越大,越有利于气泡的逸出,气孔越少[6]。清华大学的BAO等人则进行了光束摆动时对超细晶粒钢的焊缝组织性能影响的研究,发现随着摆动频率的增加,冲击吸收能量和拉伸强度显著增加;在最优摆幅和频率下,摆动焊的焊缝强度比无摆动的焊缝相强度有提高,而韧性提高了8.74%[7]。激光摆动焊接不仅在对间隙、不等厚板的适应性上有着显著优势[8],而且对微观组织的改善、气孔及裂纹的出现也有着明显的抑制能力[9]。由于摆动振幅和摆动频率的增大,光束摆动引起的熔池搅拌力明显提升,极大地利于气泡的逸出[10],气孔率显著下降,并且随着摆动频率的增加,冲击吸收能量和拉伸强度亦显著增加。研究表明,激光摆动焊接还可以抑制铝合金的凝固裂纹,从而提高焊缝性能。
不仅如此,国内外学者及相关从业人员还尝试了各种焊接手段,如激光填丝焊、激光-MIG复合焊、激光-TIG复合焊等等,但都只使得铝合金焊接质量在非常有限的程度上得到了改善,公开报道的文献中尚未见到基本消除气孔这一缺陷的铝合金焊缝。因此,激光摆动焊接法对解决上述问题显示出了良好的前景[11]。
-
实验中以6.0mm厚5183铝合金试板为研究对象,试板尺寸为100.0mm×150.0mm×6.0mm,采用WDW-200E微机控制电子式万能试验机测得其抗拉强度为307MPa,化学成分含量如表 1所示。实验中对材料进行化学除油、机械去氧化皮处理,并置于干燥箱中干燥。
Table 1. Chemical composition (mass fraction) of 5183 aluminum alloy
material Si Fe Cu Mn Mg Cr Zn Ti Al 5183 0.0040 0.0040 0.0010 0.0040~0.0100 0.0080~0.0120 0.0005~0.0025 0.0025 0.0015 balance -
传统的激光摆动焊接,准直光束通过单轴振镜摆动,经过聚焦镜聚焦的光斑又与焊接头配合相对于工件移动,形成具有一定振幅、频率和偏移量的焊缝;而2轴振镜系统的摆动焊接则是通过控制系统形成一条摆动焊缝,需要较高的成本[12]。这些都阻碍了激光摆动焊接法的应用。
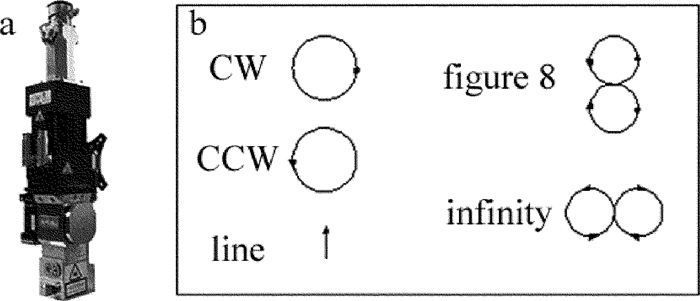
相对于传统摆动焊接模式,本文中采用的双楔形镜旋转D50激光摆动焊接(以下简称激光摆动焊接,如图 1所示),其焦点处光斑直径为0.4mm,通过安装于准直镜和聚焦镜之间的摆动模块,使聚焦光斑在焊接头移动的情况下产生螺旋线式的焊缝[13]。当聚焦焦距相同时,扭转角度越大,则摆动幅度越大;扭转角度相同时,聚焦焦距越大,则摆动幅度越大[14]。这就给激光摆动焊接的应用提供了良好的基础。激光摆动焊接头能提供光束平面上x, y两个方向的运动合成,以此得到5种激光摆动下的扫描模式,分别为顺时针圆(clockwise,CW)、逆时针圆(counter-clockwise,CCW)、直线、数字8及无穷大。并且,每种扫描形式下可提供的宽扫描振幅(0.0mm~3.0mm)和扫描频率(0Hz~300Hz)。
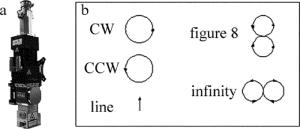
Figure 1. D50 welding head and its five different forms of scanning mode
-
试验中所用激光器为IPG公司生产的型号为YLS-10000的光纤激光器,其最大输出功率为10.0kW,输出模式为TEM00,连续输出,激光波长为1070nm,采用芯径为0.2mm光纤进行传输。
焊接机器人为KUKA KR 60 HA六轴机器人,其额定负载60kg,重复精度不大于0.05mm,最大作用范围2033mm。焊接过程中通过机器人夹持焊接头来控制激光的运动轨迹。
-
实验前期,确定优化的焊接参量为:激光功率P=5000W,焊接速率vweld=1.8m/min,离焦量Δf=0mm。实验过程中采用高纯氩气(99.999%)保护,其流量为25L/min。通过依次改变激光摆动焊接参量(扫描模式、扫描频率、扫描振幅)来研究其对铝合金气孔的影响,以此来推断其对强度等性能的影响。并按所得规律选取最优工艺参量进行实验,对实验所得焊缝进行宏观微观金相分析、拉伸试验、焊缝无损检测等手段进行分析。实验中,为防光纤被反射光所损伤,焊接过程中激光束偏移试板的法向约5°。
-
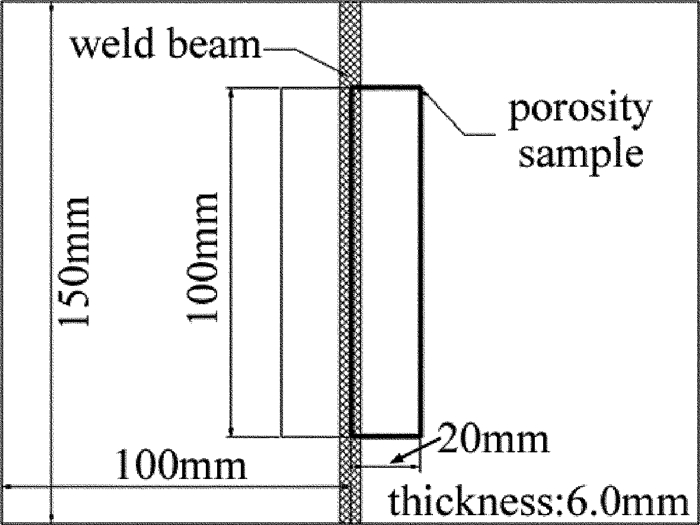
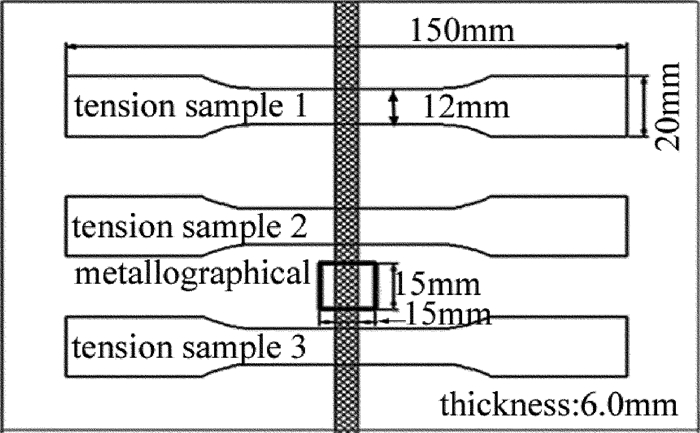
焊后按图 2所示方法取焊缝中心纵截面,观察气孔形貌和分布。取100mm等长度焊接试样沿焊缝纵向采用线切割偏向一侧切开,用水磨砂纸预磨到焊缝中心,进行抛光、腐蚀,用数码相机对焊缝纵截面取照,并对照片进行处理。采用Dino-lite Digital Microscope电子显微镜观察焊缝形貌,XJL-03金相显微镜观察焊缝组织,WDW-200E微机控制电子万能试验机对其进行力学性能测试,拉伸试样示意图如图 3所示。
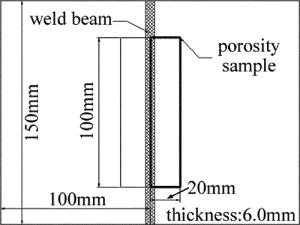
Figure 2. Sampling method of porosity
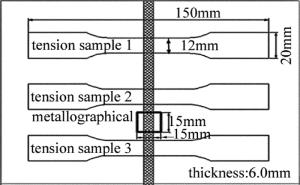
Figure 3. Selection method of tensile specimen and metallographic sample
定义气孔率δ为焊缝截面气孔面积Ap与截面总面积的比值Aw,即:
$ \delta = \frac{{{A_{\rm{p}}}}}{{{A_{\rm{w}}}}} \times 100\% $
(1) 使用ImageJ软件处理自动计算焊缝截面气孔率,软件处理效果如图 4所示。实验中均用此方法来定量测量并比较焊缝气孔率。

Figure 4. Comparison of process effect
-
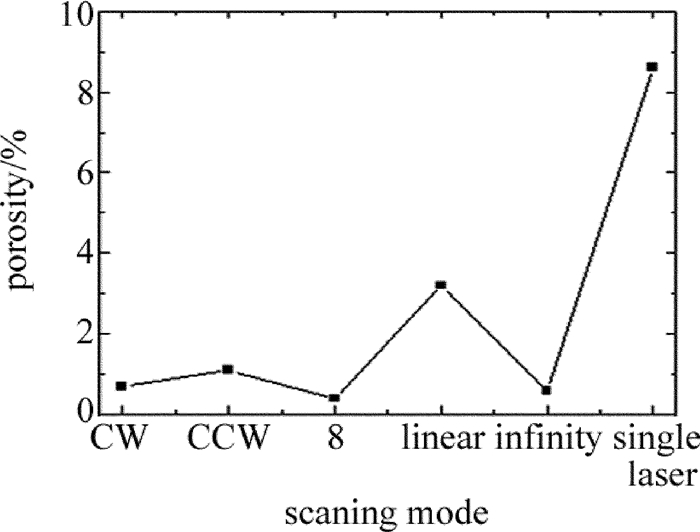
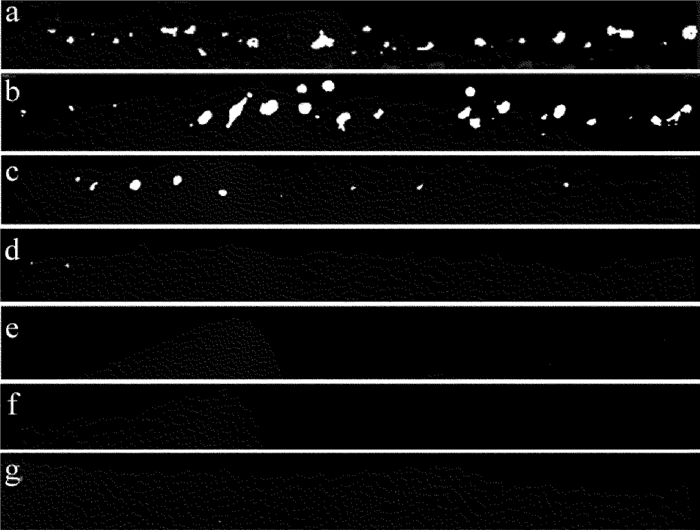
固定扫描频率300Hz、扫描振幅3.0mm,对不同扫描模式进行实验。图 5所示的是不同扫描方式下焊缝截面气孔分布图。图 6为不同扫描模式下的气孔率曲线。由此可知,单激光时所得焊缝存在相当多的气孔,其中焊缝下部多为匙孔失稳造成的工艺性气孔,上部多为氢气孔。当加入摆动之后,由于摆动的激光束对熔池不断地搅拌,使得熔池流动速率增大,增强了熔池的对流行为,有利于气泡的上浮;同时激光的摆动过程起到了焊前预热焊后缓冷的作用[15],对已处于凝固阶段的焊缝有重熔的作用,此时熔池的凝固速率降低,给予了气泡更多的上浮逸出时间;另一方面激光热源的扩展,使得熔池的面积增大,深宽比相较于传统激光焊有所减小,激光匙孔更为稳定[16]。
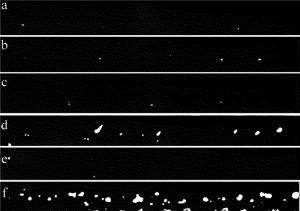
Figure 5. Longitudinal section of the weld in different scanning modes
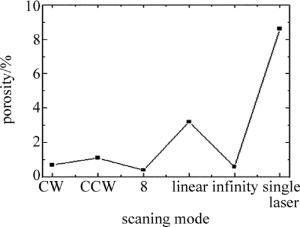
Figure 6. Porosity curve under different scanning modes
在激光摆动焊接的情况下,由于直线模式下由于熔池在光束摆动的带动下运动,在焊缝两侧折返时速度突变为零,此时熔池状态不稳定失稳形成气孔。因此,除了直线扫描模式下仍存在少量气孔,其它模式下均实现基本消除气孔。
-
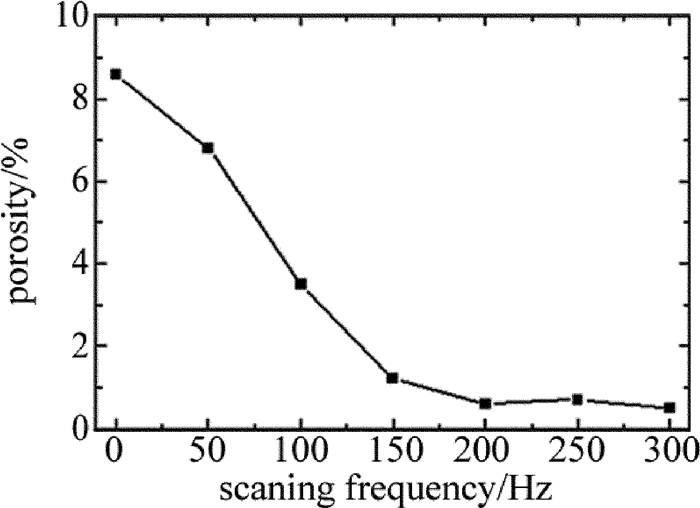
由上可知,除直线扫描模式下气孔率较高外,其余几种焊缝截面气孔均较少,并且以无穷大模式下为最少(0.5%)。因此,固定扫描模式无穷大,扫描振幅3.0mm,对不同扫描频率进行以下实验。图 7为不同扫描频率下的焊缝截面气孔形貌及气孔率。相应的气孔率曲线图如图 8所示。在高频扫描(高于150Hz)时,焊缝的深宽比不断减小,激光匙孔更加稳定,同时更有利于气泡的上浮溢出。同时扫描频率的提高意味着光束在垂直于焊缝方向速率越快,如该试验中频率为300Hz时,在垂直于焊缝方向光束的运动速率为600mm/s,而频率为50Hz时, 速率仅为100mm/s,光束在沿着焊缝方向速率均为30mm/s,垂直方向速率越高,光斑在水平与垂直方向的重叠率都得到提高,使得光束对熔池的搅拌以及熔池的对流作用增强,气孔产生倾向也更小[17]。
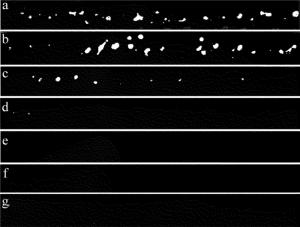
Figure 7. Longitudinal section of the weld in different scanning frequency

Figure 8. Porosity curve under different scanning frequency
可知,焊缝气孔数量随着激光扫描频率的增大显著减小,当扫描频率高于200Hz时,获得了基本无明显可见气孔的优良焊缝。
-
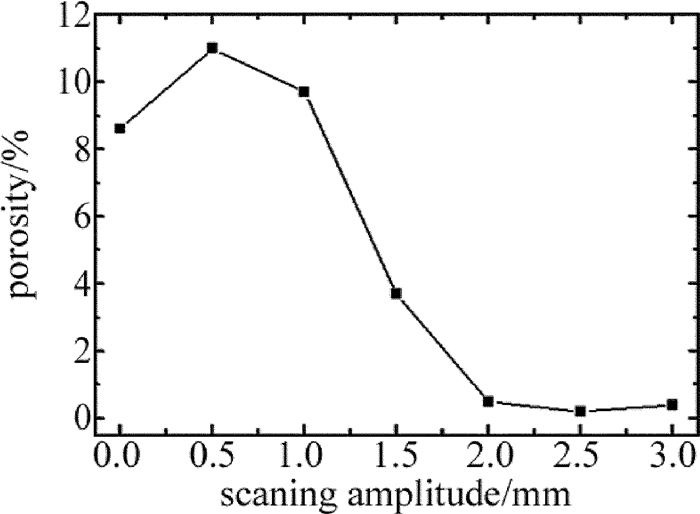
固定扫描模式为无穷大、扫描频率300Hz,对不同扫描振幅进行以下实验。图 9为不同扫描频率下的焊缝截面形貌及对应气孔率。相应的气孔率曲线图如图 10所示。可知,焊缝气孔数量随着激光扫描振幅的增大显著减小,当扫描振幅大于2.0mm时候,获得了无明显可见气孔的优良焊缝。
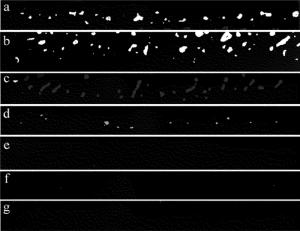
Figure 9. Longitudinal section of the weld in different scanning amplitude
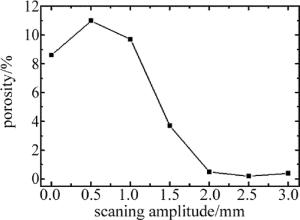
Figure 10. Porosity curve under different scanning amplitude
当扫描振幅大于2.0mm时,焊缝的深宽比不断减小,激光匙孔更加稳定,同时更有利于气泡的上浮溢出[18]。同时较宽的振幅由于光束能量被严重削减,光束虽并未形成熔池,但大幅降低了焊缝的冷却速率,延长了焊缝凝固时间,也为气泡的溢出创造了有利的条件[19]。
-
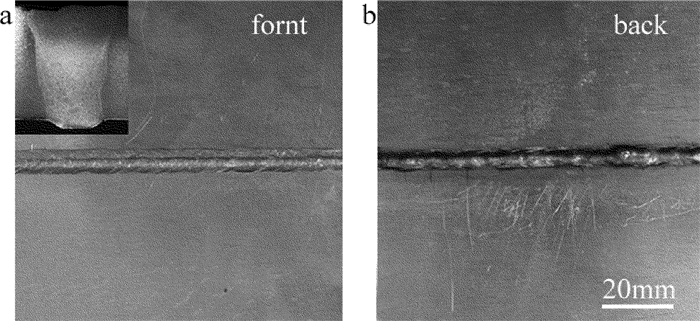
根据上述规律,可知6.0mm厚5183铝合金对接最佳扫描参量:扫描模式为无穷大,扫描频率300Hz,扫描振幅3.0mm;激光功率P=5000W,焊接速率1.8m/min。实验获得焊缝正面、背面及截面形貌如图 11所示。可知,较传统激光焊而言,激光摆动焊接下的铝合金焊缝外观形貌显著改善,飞溅、咬边等缺陷显著较少。
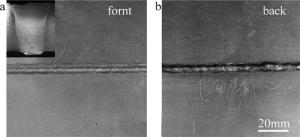
Figure 11. Front, back and cross-sectional of the weld
将实验试板焊缝处进行无损检测分析。图 12为X射线检测结果。此焊缝内部基本无气孔存在,焊缝评级为一级焊缝。

Figure 12. X-ray inspection of the joint
在焊后试板上取3组标准拉伸试样进行拉伸实验并取平均值。实验结果表明,焊缝接头的抗拉强度均值为271MPa,约为母材的88%,接头断裂于焊缝处,如图 13所示。

Figure 13. Tension sample
-
(1) 在不同扫描形式下,激光摆动焊接法能显著减少气孔产生。除在直线扫描形式下仍存在少量气孔外,其余4种(CW、CCW、数字8和无穷大)扫描形式可实现无明显气孔。
(2) 随着扫描频率和扫描振幅的提高,气孔倾向显著越小。当扫描频率大于200Hz及扫描振幅大于2.0mm时,能得到无明显气孔的优良焊缝。
(3) 6.0mm厚5183铝合金对接最优扫描工艺为扫描模式为无穷大,扫描频率300Hz,扫描振幅3.0mm,此参量下能得到内部无气孔、抗拉强度271MPa、为母材强度88%的优良对接接头。
6.0mm厚5183铝合金激光摆动焊接工艺研究
Laser-weaving welding of 5183 aluminum alloy plate with 6.0mm thickness
-
摘要: 为了解决6.0mm厚5183铝合金激光焊接气孔问题,采用IPG双楔形镜旋转摆动焊接头进行激光平板对接焊,通过改变扫描模式、扫描频率、扫描振幅等摆动焊接参量进行激光焊接试验,研究了激光摆动工艺对厚板铝合金非穿透焊接接头质量的影响规律,找出最优工艺参量并进行了验证试验。结果表明,激光摆动焊接的铝合金焊缝外观形貌显著改善;除直线扫描模式下有少量气孔外,其余4种扫描模式(顺时针圆、逆时针圆、数字8和无穷大)实现基本无气孔;焊缝截面气孔率随着扫描频率和扫描振幅的提高显著减少,当扫描频率大于200Hz和扫描振幅大于2.0mm时,能得到基本无气孔焊缝;6.0mm厚铝合金对接最优工艺参量为无穷大扫描模式,扫描频率300Hz,扫描振幅3.0mm,可得到无气孔、抗拉强度271MPa、为母材强度88%的对接接头。激光摆动焊接法显示出了良好的应用前景。Abstract: In order to solve the problem of laser welding porosity of 5183 aluminum alloy with 6.0mm thickness, laser-weaving welding was carried out by using IPG laser-weaving welding head. The test was carried out by changing scanning mode, scanning frequency, scanning amplitude and so on. The influence of laser-weaving technology on the quality of thick aluminum alloy welding joint was studied, and the optimum process parameters were found and verified. The results show that the appearance of aluminum alloy welds under laser-weaving welding is significantly improved. In addition to the small number of air holes in the linear scanning mode, the porosity of other four scanning modes (clockwise, counter-clockwise, figure 8 and infinity) decreases significantly with the increase of scanning frequency and scanning amplitude. When the scanning frequency is more than 200Hz and scanning amplitude is more than 2.0mm, no porosity weld can be obtained. Aluminum alloy with 6.0mm thickness can be processed as the butt joint with no porosity, tensile strength of 271MPa and base metal strength of 88%, under the best process parameters of scanning mode infinity, scanning frequency of 300Hz, scanning amplitude of 3.0mm. The laser-weaving welding shows a good prospect.
-
Key words:
- laser technique /
- laser-weaving welding /
- aluminum alloy /
- porosity /
- weld strength
-
Figure 4. Comparison of process effect
a—the original weld cross section b—the processed weld cross section by ImageJ
Figure 5. Longitudinal section of the weld in different scanning modes
a—CW scanning mode and porosity 0.7% b—CCW scanning mode and porosity 1.1% c—figure 8 scanning mode and porosity 0.6% d—linear scanning mode and porosity 3.2% e—infinity scanning mode and porosity 0.5% f—single laser scanning mode and porosity 8.6%
Figure 7. Longitudinal section of the weld in different scanning frequency
a—0Hz and porosity 8.6% b—50Hz and porosity 6.8% c—100Hz and porosity 3.5% d—150Hz and porosity 1.2% e—200Hz and porosity 0.6% f—250Hz and porosity 0.7% g—300Hz and porosity 0.5%
Figure 9. Longitudinal section of the weld in different scanning amplitude
a—0mm and porosity 8.6% b—0.5mm and porosity 11.0% c—1.0mm and porosity 9.7% d—1.5mm and porosity 3.7% e—2.0mm and porosity 0.5% f—2.5mm and porosity 0.2% g—3.0mm and porosity 0.4%
Table 1. Chemical composition (mass fraction) of 5183 aluminum alloy
material Si Fe Cu Mn Mg Cr Zn Ti Al 5183 0.0040 0.0040 0.0010 0.0040~0.0100 0.0080~0.0120 0.0005~0.0025 0.0025 0.0015 balance  下载: 导出CSV
下载: 导出CSV
-
[1] CHEN K, XIAO R Sh, ZUO T Ch, et al. New advances in laser welding of high strength aluminum alloy[J]. Applied Laser, 2002, 22(2):206-208(in Chinese). [2] LI Sh, WANG J, WANG Ch M, et al. Study on pore defects of aluminum alloy in laser MIG composite welding[J]. Applied Laser, 2013, 33(6):595-600(in Chinese). doi: 10.3788/AL [3] YU Y, WANG C, HU X, et al. Porosity in fiber laser formation of 5A06 aluminum alloy[J]. Mechanical Science and Technology, 2010, 24(5):1077-1082. doi: 10.1007/s12206-010-0309-4 [4] DEVINCENT S M, DEVLETAIN J H, GEDEON S A. Weld properties of the newly developed 2519-T87 aluminum armor alloy[J]. Welding Journal, 1988, 22(7):33-43. [5] TSUKAMOTO S, KAWAGUCHI I, ARAKANE G, et al. Suppression of porosity using pulse modulation of laser power in 20kW CO2 laser welding[C]//20th International Congress on ICALEO 2001. Orlando, USA: Laser Institute of America (LIA), 2001, C: 400-408. [6] ZHAO L, ZHANG X D, CHEN W Zh, et al. The laser weaving method reduces the tendency of laser welding pores[J]. Transactions of the China Welding Institution, 2004, 25(1):29-33(in Chinese). [7] BAO G, PENG Y, CHEN W Zh, et al. Study on laser-weaving welding of ultra fine grain steel[J]. Applied Laser, 2002, 22(2):203-205(in Chinese). [8] LEI Zh L, LI Y, CHEN Y B, et al. Effect of double beam laser beam welding on the porosity of aluminum alloy[J]. Transactions of the China Welding Institution, 2013, 34(2):40-44(in Chinese). [9] WANG J. Study on the technology and plasma behaviour during the fiber laser and laser hybrid welding of aluminium alloy[D]. Wuhan: Huazhong University of Science and Technology, 2012: 1-12(in Chinese). [10] LUO H, HU L J, HUANG Sh H, et al. Laser welding of aluminum alloys[J]. Laser Technology, 1998, 22(2):94-98(in Chinese). [11] WANG W, XU G Y, WANG X Y, et al. Porous suppression technology of 1420 Al-Li alloy laser welding[J]. Transactions of the China Welding Institution, 2008, 29(2):5-7(in Chinese). [12] ZHANG D W, ZHANG H, LIU J, et al. Experiment study of aluminum alloy continuous-pulsed laser welding process[J]. Laser Technology, 2012, 36(4):453-458(in Chinese). [13] MATSUNAWA A, SETO N, KIM J D, et al. Observation of keyhole and molten pool behavior in high power laser welding[J]. Selective Transactions of the Joining and Welding Research Institute, 2001, 30(1):13-27. [14] JIANG Zh W, GONG Sh Zh, WANG Q H. Study on the tracking control technology of dual-beam laser welding[J]. Laser Technology, 2013, 37(1):1-5(in Chinese). [15] LIU J C, SHENG C L. Highlights in the application of new aluminum alloy[J]. Chinese Journal of Rare Metals, 2011, 35(6):812-817. [16] ZHANG H G, JIN X Zh, CHEN G Y, et al. Study on the burning loss of magnesium element in fiber laser welding aluminium alloy 5052[J]. Laser Technology, 2012, 36(6):713-718(in Chinese). [17] ZHANG X D, CHEN W Z. Improvement of weld quality using a weaving beam in laser welding[J]. Journal of Materials Science & Technology, 2004, 20(5):633-636. [18] KONG X F, LI F, LV J X, et al. Fiber laser welding of 5083 aluminium alloy with fibller wire[J]. Chinese Journal of Lasers, 2014, 41(10):1003007(in Chinese). doi: 10.3788/CJL [19] ZUO T Ch.Laser processing of high strength aluminum alloy[M]. Beijing:National Defense Industry Press, 2008:3-28(in Chinese). -

 点击查看大图
点击查看大图
计量
- 文章访问数: 6393
- HTML全文浏览量: 4449
- PDF下载量: 299
- 被引次数: 0
