 网站地图
网站地图





-
工业纯镍具有优良的耐热浓碱溶液腐蚀能力,纯镍在大多数介质中具有优良的耐腐蚀性能,在强酸、强碱环境下均不会发生剧烈反应[1-2],并且其熔点高、机械性能好,在冷热状态下都有较好的压力加工性,是腐蚀环境下工作的首选材料之一,目前在石油、化工、制碱等行业中的换热器、压力容器、蒸发器等重要机械器械上得到了广泛的应用[3-5]。纯镍为单相奥氏体组织,激光焊接纯镍材料时,在液态凝固过程中不发生相变。纯镍材料中的硫、磷等杂质,焊接时形成Ni+Ni2S2,Ni+NiP等低熔点共晶,在焊接拉应力的作用下发生开裂,形成结晶裂纹。另外,由于纯镍材料的热导率较低且形核率较低,焊接过程中热量输入量较大,不能及时冷却,有可能致使焊接接头及其附近区域由于过热而导致焊缝内部晶粒过分长大,严重影响焊接接头的力学性能和耐腐蚀性能[6-7]。
为了有效改善纯镍材料激光焊接的不足,使其优势得到充分发挥,近年来,研究人员提出了在激光焊接过程中采用旋转磁场辅助焊接的新思路[8]。BACHMANN等人[9]研究了外加稳定横向磁场对激光焊接时熔池的影响, 结果表明,磁场辅助可抑制焊缝塌陷,且磁场强度越强,效果越明显。DING等人[10]在激光焊接铝/钢异种金属时,在焊接系统中引入横向交变磁场,研究发现:施加磁场后,焊缝中合金元素分布更加均匀,说明交变磁场搅拌熔池可使元素扩散更为均匀。ZHANG等人[11]研究了外加纵向磁场对SU316L奥氏体不锈钢激光-稀有气体保护复合焊接微观组织及显微硬度分布的影响, 实验结果表明,纵向磁场使熔池旋转,接头晶粒得到细化,结晶均匀性得到提高,显微硬度分布变得稳定。外加磁场可强化熔池对流,对液态金属产生电磁搅拌作用,促进熔池的传热及元素均匀化,且搅拌作用能将粗大的枝晶击碎,起到细化晶粒的作用,从而提高了焊接接头的质量。
本文中采用CO2激光器对0.7mm厚的纯镍Ni201进行激光堆焊试验,在激光焊接工艺参量不变的条件下,通过改变外加磁场的磁场强度,研究其对工业纯镍激光焊接接头的组织与耐腐蚀性能的影响,为旋转磁场辅助激光焊接技术的工业应用提供参考数据与技术支持。
-
激光焊接试验中选用板式换热器常用的0.7mm纯镍Ni201薄板,其具体化学成分和机械性能分别如表 1和表 2所示。利用线切割机床将纯镍Ni201薄板切割成50.0mm×20.0mm×0.7mm的尺寸用于激光焊接试验,焊接前,用丙酮超声清洗,除去试件表面的油污及脏污。
Table 1. Nominal chemical composition (mass fraction) of pure nickel Ni201
C Si Mn S Cu Fe Ni ≤0.0002 ≤0.0035 ≤0.0035 ≤0.0001 ≤0.00025 ≤0.0040 0.99 Table 2. Mechanical and physical performance parameters of pure nickel Ni201
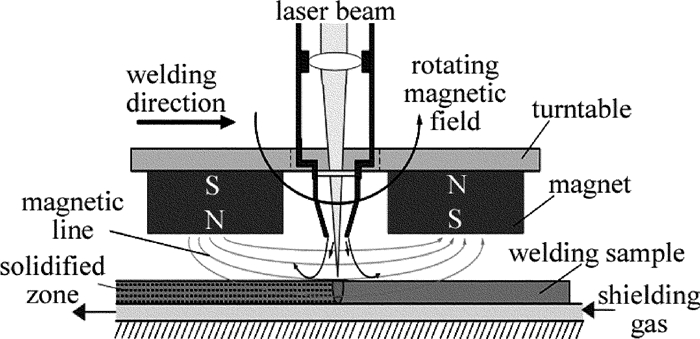
material trademark tensile strength/MPa elongation/% thermal conductivity/(J·kg-1·K-1) resistivity/(μΩ·m) Ni201 420 40 67.3 950 激光焊接试验中使用DC050型板条式CO2激光器与SLC-X1530/1020四轴联动多功能数控机床,采用FAGOR8070系统实现机床的编程与控制。CO2激光器最大输出功率P=5.0kW,激光波长λ=1064nm,光束发散角极小,激光输出的光束模式为准高斯光束。自行设计了悬挂式旋转永磁体电磁搅拌装置,其可与激光头实时联动,永磁体产生的磁力线方向为水平方向,且以激光熔池中心线为轴呈对称分布。图 1为磁场辅助激光焊接示意图。

Figure 1. Magnetic field assisted laser welding
本试验中采用CO2激光器对纯镍Ni201薄板进行激光堆焊试验,焊接过程中对焊件进行双面混合气体保护,激光焊接工艺参量为:激光功率P=1.5kW,焊接速率v=600mm/min,离焦量Δf=0mm,焊接过程中采用氩气与氦气的混合气作为保护气体,氦气保护气体流量为10L/min,氩气保护气体流量为15L/min。试验过程中,旋转磁场转速ω=600r/min,调节磁场强度B分别为0mT, 30mT, 40mT, 50mT, 60mT, 70mT。
焊后在Ni201薄板上截取金相试样,并采用硝酸水溶液(20mL硝酸+20mL水)腐蚀剂对处理后的样件进行金相腐蚀。采用金相显微镜和扫描电子显微镜对接头显微组织形貌进行观测与分析。采用德国Zahner电化学工作站测定纯镍Ni201激光焊接接头的极化曲线,测试温度为25℃,测试过程采用三电极体系,工作电极为纯镍焊缝,辅助电极为铂片电极,参比电极为饱和甘汞电极,腐蚀介质是质量分数为0.035的氯化钠溶液。测量前,将工作电极浸入腐蚀介质中静置5min~10min,待工作电极稳定再对其进行极化曲线的测定。电位扫描范围为-1.5V~1.5V,电位扫描速率为10mV/s,在测试过程中,隔离整个测试系统,保证测试结果的准确性。
-
图 2为试样纯镍Ni201激光焊接焊缝表面形貌。在不同磁场强度下焊件均能完全被焊透,焊缝成形良好。焊缝正面较为均匀,存在清晰的鱼鳞纹,鱼鳞纹均朝起焊方向。焊缝表面呈现出颜色较浅的金黄色,氧化程度较低,说明焊接过程中气体保护效果良好,氦气与氩气的混合气体可以对纯镍Ni201激光焊接过程中实现良好的气体保护作用。
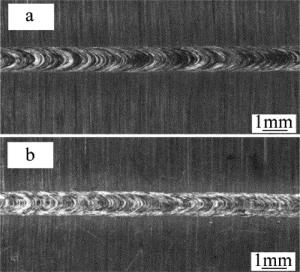
Figure 2. Weldment surface morphology(B=50mT)
图 3所示为不同磁场强度下纯镍Ni201激光焊接接头宏观截面形貌。由于较高激光密度和较大热输入穿透焊时,金属材料剧烈汽化,产生的金属蒸汽将液态金属由工件上部和底部反冲出来冷却形成双“Y”型形貌。焊缝内部均为异常粗大的奥氏体柱状晶晶粒组成,每个大晶粒内部又由许多的胞状晶组成,这是由于熔池中心和边缘的温度梯度较大,冷却速度慢,焊缝中的柱状晶得到很大的发展[12]。激光焊接过程中的能量集中、焊接热输入小,从而造成焊接热影响区较小,此区域焊缝组织为和母材类似的等轴晶,且晶粒尺寸没有明显的增大趋势。纯镍激光焊焊缝中心及焊缝边缘为粗大的奥氏体组织,这是因为镍的热导率低、激光能量较高,镍的焊接容易产生过热,因此导致焊缝晶粒粗大。在不同磁场强度作用下,纯镍Ni201激光焊接焊缝的外观形貌无明显变化。

Figure 3. Macro section of the welded joint
-
图 4为不同磁场强度下, 纯镍Ni201激光焊接焊接接头中心区亚晶粒微观组织。由图可知,磁场辅助激光焊接接头的亚晶粒尺寸均小于未加磁场焊件的晶粒尺寸,且随着磁场强度的加大,焊接接头内部晶粒上的胞状亚晶粒尺寸逐渐减小,组织更加密集交错。电磁搅拌是利用电磁感应产生的电磁力在焊接熔池的液相区或固液两相区引起强迫对流,达到控制凝固组织的目的。当旋转磁场以转速ω旋转时,根据电磁感应原理可知,在熔池内部流体质点便会产生感应电流,在磁场与感应电流的相互作用下,熔池内部产生电磁力,电磁力会驱动熔池金属做与旋转磁场转动方向一致的旋转流动,对熔池起到电磁搅拌作用[13]。根据试验结果可知,磁场强度越大,熔池中产生的洛伦兹力越大。熔池中的液态金属在洛伦兹力的电磁搅拌作用下,以熔池中心为轴心作旋转运动。一方面在电磁搅拌的作用下,可改善熔池中热量的传播,促使温度更加均匀,减小熔池内外的温度梯度,晶粒沿最大温度梯度生长时间缩短,促进树枝晶向等轴晶转变;熔池内过冷度增大,提高形核率,起到细化晶粒的作用。另一方面,做旋转运动的液体,能对新生成的枝晶起到击碎作用,被击碎的枝晶在熔池中不断摩擦、碰撞,提高熔池中的晶核数;且搅拌作用使熔池中的晶粒更为均匀,有利于同时形核而提高形核率。因此,当磁场强度增加时,焊缝中心区的亚晶粒尺寸逐渐减小[14-15]。
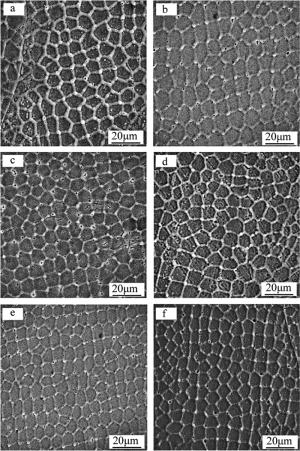
Figure 4. Microstructure of welded joint center area
-
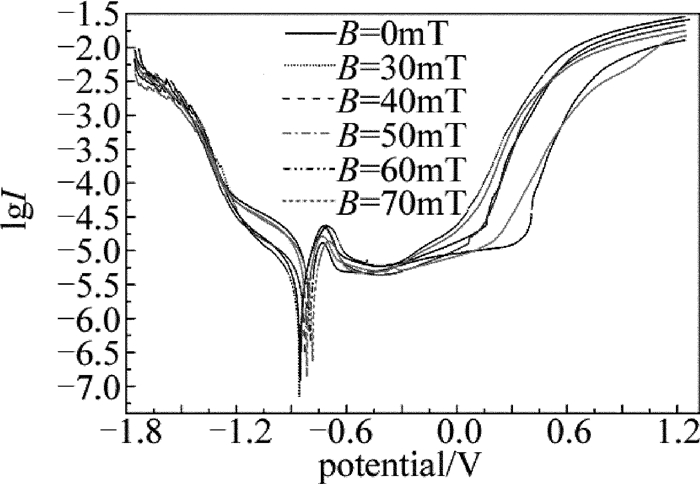
图 5为相同不同磁场强度下, 纯镍Ni201激光焊接接头在质量分数为0.035的NaCl中性溶液中的极化曲线。图中I为电流,单位为A。由图可见,不同磁场强度下,纯镍Ni201激光焊接焊缝的阳极区极化曲线差别不大,均由4个区间组成:活化溶解区、活化-钝化过渡区、钝化区和过钝化区。当外加电压逐渐增大到-0.8V时,腐蚀电流密度急剧上升,纯镍金属在侵略性的Cl-离子作用下,与铂片形成原电池;电极电位达到-0.7V左右时,在纯镍Ni201焊缝金属的表面状态发生突变,金属开始钝化;当外加电压到达-0.6V左右时,金属表面生成了一层耐蚀性好的钝化膜,此后,腐蚀电流随腐蚀电位递增而轻微上下波动,可以认为在此区间金属不发生腐蚀;当电位升高到0.2V左右时,钝化膜遭到破坏,腐蚀又重新加剧。图 5中磁场辅助纯镍Ni201激光焊接接头的自腐蚀电位均大于未加磁场焊件的腐蚀电位,由图可见:热力学稳定性越好,腐蚀倾向性越小。腐蚀倾向较小并不一定意味着腐蚀速率小,这需要从腐蚀动力学角度进行分析。
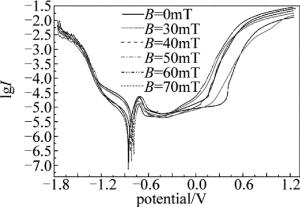
Figure 5. Polar polarization curves of welded joints in NaCl solution with mass fraction of 0.035
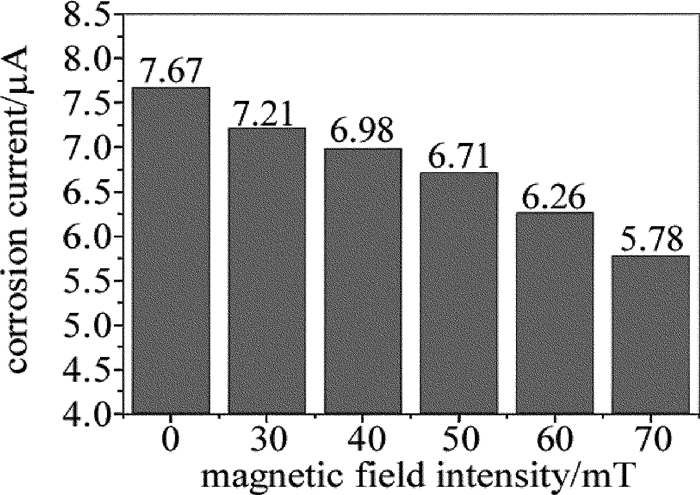
图 6为用Tafel外延法得到的焊缝区自腐蚀电流密度柱状图。自腐蚀电流密度反映了材料在溶液中的腐蚀速率,其大小与材料的耐腐蚀性能强弱成反比,从图中可以看出,磁场辅助激光焊接焊缝的自腐蚀电流密度均小于未加磁场焊缝的电流密度,说明在激光焊接纯镍Ni201过程中,施加电磁场辅助可以提高焊接接头的耐腐蚀性能。随着磁场强度的逐渐增大,焊接接头的自腐蚀电流密度出现逐渐减小的趋势。根据晶粒尺寸的大小对金属材料耐腐蚀性能影响规律可知,晶粒细化后,晶界增多,在电化学腐蚀过程中材料表面更容易形成保护性钝化膜,阻碍了金属的多步溶解过程,使腐蚀液更难侵蚀内部金属,从而提高焊缝区耐腐蚀性能[16]。当施加旋转磁场时,旋转磁场强化对流,起到了细化晶粒的作用,从而提高材料的耐腐蚀性能。与此同时,磁场的对流效应能促进熔池的传热及传质,使焊缝表面组织缺陷得到改善,大大提高了抗点蚀能力。随着磁场强度增大,电磁搅拌作用增强,使熔池中温度梯度减小,过冷度增大,形核率增加,因此随着磁场强度的增加,组织会更加细化,均匀性更好,耐腐蚀性能逐渐提高。
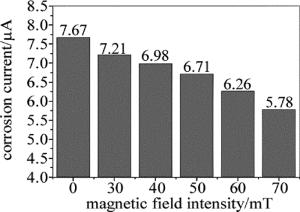
Figure 6. Self-corrosion electrical current density
图 7所示为不同磁场强度下, 纯镍Ni201激光焊接接头电化学腐蚀后的微观形貌。电化学腐蚀后的焊接接头被严重腐蚀,表面粗糙不平,呈现出许多大小和分布极不均匀腐蚀麻点,说明焊接接头在溶液中发生了点蚀。纯镍是一种典型的钝性金属,其表面的钝化膜并不是均匀的,在活性Cl-离子作用下,腐蚀小孔就优先在钝化膜表面缺陷处形成。点蚀形成的开始阶段,点蚀孔表面电流密度基本相同,这有利于发生各向同性的侵蚀;随着点蚀的进行,点蚀孔底部有可能发生氯离子的化学吸附;腐蚀孔一旦形成,蚀孔内金属表面处于活性溶解状态,蚀孔外金属处于钝化状态,蚀孔内外构成了活化-钝化局部腐蚀电池[17]。从图 7中可清晰地看出,无磁场焊接的焊缝腐蚀最为严重,与之相比,磁场辅助激光焊接纯镍Ni201的焊接接头腐蚀程度较轻。磁场辅助纯镍Ni201激光焊接可提高焊缝的耐腐蚀性能,且磁场强度较低时局部点蚀更为严重,随着磁场强度的增大,电磁搅拌作用加强,促进熔池溶质及温度的传递,温度梯度减小,提高形成核率,纯镍Ni201激光焊接接头的晶粒逐渐细化,组织更加均匀,焊接接头抗点蚀能力提高,从而提高了材料的耐腐蚀性能,与前面所测自腐蚀电流密度的结果一致。
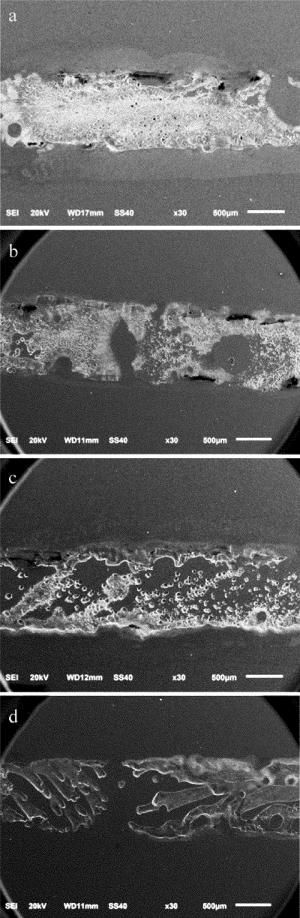
Figure 7. Microstructure after electrochemical corrosion of welded joint
-
(1) 在不同磁场强度下焊件均能完全被焊透,焊缝成形良好;焊缝表面氧化程度较低,氦气与氩气的混合气体可以对纯镍Ni201激光焊接实过程中现良好的气体保护作用。焊缝截面形貌均为双“Y”型,焊缝内部均为异常粗大的奥氏体柱状晶晶粒组成,每个大晶粒内部又由许多的胞状晶组成;在不同磁场强度作用下,纯镍Ni201激光焊接焊缝的外观形貌无明显变化。
(2) 通过对焊接接头显微微观组织分析可知,外加磁场可对熔池进行电磁搅拌,促进熔池的传热及传质,并能起到细化晶粒的作用;且随着磁场强度的提高,搅拌作用增强,纯镍Ni201激光焊接接头的显微组织逐渐细化。
(3) 通过焊缝极化曲线及腐蚀后微观形貌分析可知,磁场辅助激光焊接可提高焊接接头抗点蚀能力,从而提高焊缝的耐腐蚀性;在相同焊接工艺条件下,随着磁场强度的提高,晶粒逐渐细化,组织更加均匀,纯镍Ni201激光焊接接头耐腐蚀性能逐渐提高。
磁场对工业纯镍激光焊接组织与耐腐蚀性影响
Effect of magnetic field on microstructure and corrosion resistance of industrial pure nickel laser welding
-
摘要: 为了研究磁场对激光焊接的影响,采用在焊件上方放置自制的悬挂式永磁体电磁搅拌装置提供横向旋转磁场的方法,对纯镍Ni201薄板进行了CO2激光堆焊试验。焊后采用金相显微镜和扫描电子显微镜进行观测与分析,并利用电化学工作站对焊接接头进行了电化学腐蚀试验。结果表明, 在不同磁场强度下,焊件均能完全焊透,焊缝成形良好,焊缝内部均为粗大的奥氏体柱状晶晶粒组成;磁场强度对激光焊接接头的宏观形貌影响不大;且随着磁场强度的增加,纯镍Ni201激光焊接接头的凝固组织逐渐细化,焊缝耐腐蚀性能逐渐提高;外加横向旋转磁场通过电磁搅拌作用促进熔池的传热和传质,增加过冷度,提高形核率,使晶粒细化,提高焊缝的耐腐蚀性能。该研究为旋转磁场辅助激光焊接技术的工业应用提供了参考数据与技术支持。Abstract: In order to study the influence of magnetic field on laser welding, a self-made suspended permanent magnet electromagnetic stirring device was placed above the weldment to provide a transverse rotating magnetic field, and a CO2 laser welding test was performed on the pure nickel Ni201 thin plate. After welding, metallographic microscope and scanning electron microscope were used for observation and analysis, and electrochemical workstation was used to conduct electrochemical corrosion test of welded joints. The test results show that, the weldments can be completely welded with different magnetic field intensity, and the welds are formed well, and the inside of the weld is composed of coarse austenite grain.The magnetic field intensity has little effect on the macroscopic appearance of laser welded joints.With the increase of magnetic field intensity, the solidification microstructure of pure Ni201 laser welded joint is gradually refined, and the corrosion resistance of weld metal is gradually improved. The external rotating magnetic field can promote the heat transfer and mass transfer in the molten pool by electromagnetic stirring, increase the supercooling, increase the nucleation rate, make the grain refined, and improve the corrosion resistance of the weld.
-
Figure 4. Microstructure of welded joint center area
a—0mT b—30mT c—40mT d—50mT e—60mT f—70mT
Figure 5. Polar polarization curves of welded joints in NaCl solution with mass fraction of 0.035
Figure 7. Microstructure after electrochemical corrosion of welded joint
a—0mT b—30mT c—50mT d—70mT
Table 1. Nominal chemical composition (mass fraction) of pure nickel Ni201
C Si Mn S Cu Fe Ni ≤0.0002 ≤0.0035 ≤0.0035 ≤0.0001 ≤0.00025 ≤0.0040 0.99  下载: 导出CSV
下载: 导出CSV
Table 2. Mechanical and physical performance parameters of pure nickel Ni201
material trademark tensile strength/MPa elongation/% thermal conductivity/(J·kg-1·K-1) resistivity/(μΩ·m) Ni201 420 40 67.3 950
下载: 导出CSV
-
[1] REDDY G M, RAMANA P V. Role of nickel as an interlayer in dissimilar metal friction welding of maraging steel to low alloy steel[J]. Journal of Materials Processing Technology, 2012, 212(1): 66-77. doi: 10.1016/j.jmatprotec.2011.08.005 [2] CHEN J K, SHI Y, NI C, et al. Effect of welding parameters on formation and mechanical properties of welds during laser lap welding of industrial pure nickel Ni201[J]. Applied Laser, 2015, 35(4): 467-471(in Chinese). [3] SIVULKA D J, SEILKOP S K. Reconstruction of historical exposures in the US nickel alloy industry and the implications for carcinogenic hazard and risk assessments[J]. Regulatory Toxicology and Pharmacology, 2009, 53(3): 174-185. doi: 10.1016/j.yrtph.2009.01.006 [4] LU L J, YANG F, WANG Y P, et al. Application of nickel-alloys on the high pressure heat exchanger[J]. Electric Welding Machine, 2011, 41(12): 82-84(in Chinese). [5] ZHAN F C, CHEN J K, SHI Y. Study on microstructure and corrosion properties of laser welded joint for industrial pure nickel Ni201[J]. Applied Laser, 2016, 36(3): 300-305(in Chinese). [6] NIE G W, SHI Y, LIU J, et al. Study on laser welding technology of industrial nickel 201 plate[J]. Welding Technology, 2016, 45(2): 35-38(in Chinese). [7] HENDERSON M B, ARRELL D, LARSSON R, et al. Nickel based superalloy welding practices for industrial gas turbine applications[J]. Science and Technology of Welding & Joining, 2004, 9(1): 13-21. [8] ZHANG X G, WANG Q, LI L Q, et al. Research status of external electric or magnetic field supported laser welding[J]. Materials Review, 2009, 23(9): 39-42(in Chinese). [9] BACHMANN M, AVILOVB V, GUMENYUK A, et al. Numerical assessment and experimental verification of the influence of the Hartmann effect in laser beam welding processes by steady magnetic fields[J]. International Journal of Thermal Sciences, 2016, 101: 24-34. doi: 10.1016/j.ijthermalsci.2015.10.030 [10] DING H, XU J L, TAN W Sh, et al. Influence of magnetic field on properties of Fe/Al dissimilar metel laser welding joints[J]. Chinese Journal of Lasers, 2017, 44(9): 0902003 (in Chinese). doi: 10.3788/CJL [11] ZHANG X, LI R Y, ZHAO Z Y, et al. Influence of external longitudinal magnetic field on weid joint morphology and microstructure in laser-metal inert gas hybrid welding[J]. Chinese Journal of Lasers, 2017, 44(8): 0802008 (in Chinese). doi: 10.3788/CJL [12] ZHANG L. A study on microstructure and corrosion performance of pure nickel N6 welded joints[D]. Tianjin: Hebei University of Technology, 2015: 25-36(in Chinese). [13] ZHAO Z Y, MI G Y, ZHANG X, et al. Influence of additional magnetic field on laser hot wire welding of stainless steel[J]. Laser Technology, 2017, 41(2):270-274(in Chinese). [14] HUO Ch Y. Effect of rotating magnetic field on microstructure and mechanical properties of cast magnesium alloy[D]. Shenyang: Shenyang University of Technology, 2017: 32-48(in Chinese). [15] YAN Y, ZHANG C B, CUI J L, et al. Influence of low frequency electromagnetic field on microstructures of semi-continuously cast high-strength Al alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(3): 415-422(in Chinese). [16] FU C T, LIU F, XU G L, et al. Research on microstructure mechanical and corrosion properties of ulltra-fine grained pure aluminum[J]. Materials Science & Technology, 2018, 26(1): 47-53(in Chinese). [17] WANG F P, KANG W L, JING H M, et al. The principle, method and application of corrosion electrochemistry[M]. Beijing: Chemical Industry Press, 2015: 109-114(in Chinese). -

 点击查看大图
点击查看大图
图(7) / 表(2)
计量
- 文章访问数: 6210
- HTML全文浏览量: 4418
- PDF下载量: 101
- 被引次数: 0
