 网站地图
网站地图

 下载:
下载:






-
激光增材制造技术,又称3维(3-dimensions,3-D)打印技术,是通过计算机辅助设计(computer aided design, CAD)设计成型模型,并采用材料逐层累加的方法制造实体零件的技术[1],能够实现计算机中3维结构模型的快速、准确成型,大大缩短了产品周期,更重要的是可以大大节省材料,从而降低成本。相比于传统机械加工,激光增材制造通过材料的逐层累加实现复杂形状零件成型,最大程度地节省材料,同时可以实现零件的个性化定制。激光增材制造已成为世界各国抢抓创新科技产业机遇的竞争焦点之一,已在全球范围内迅速走热。
激光增材制造工艺目前主流的十多种,每种工艺对应的材料都不同,设备和使用要求也更为不同。激光增材制造(3-D打印)技术过去五年发展迅猛,出现了许多新的变革型技术,如连续液态沉积、纳米射流喷射打印等;也有在已有的激光增材制造工艺上进行深入研究拓展的技术,如大尺寸多振镜激光选区熔化技术、增减材复合制造技术、超高速激光熔覆技术等。过去20多年间,激光增材制造技术在应用端获得了长足而深入的发展,如在航空航天领域、牙科领域、模具等领域发挥了重要的作用。
本文中针对激光增材制造中材料、工艺、装备以及应用方面的研究工作,着重总结激光选区熔化、激光金属直接成型当前的研究热点和应用进展情况,并对未来主要研究发展方向进行梳理。
-
从激光增材制造的工艺原理可以知道,材料是其基础[2],材料的开发对其发展具有重大影响。目前在金属激光增材制造领域已开发了包括不锈钢、铝合金、钛合金和镍基合金等在内的多种金属材料[3-4],并针对激光增材制造的特点对相应的材料属性进行了优化。现阶段的研究热点主要集中于钛合金、高强铝合金、高熵合金等轻量化或高价值结构材料的研究。
-
钛合金由于其比强度高、密度小、耐腐蚀、良好的生物相容性等优异综合性能成为各行业中常用的高性能材料[5]。适用于激光增材制造用的钛合金材料以Ti-Al系合金为主,主要包括TC4,TC11,TC21和Ti8AlEr等[2]。其中针对Ti6Al4V的研究已经获得了大量的研究成果,成型工艺相对成熟,目前已广泛用于航空航天和生物医学等领域[6]。相关研究表明,在成型过程中,由于快速凝固产生的马氏体相α′会严重降低Ti6Al4V成型件的塑性[7],因此降低成型件中α′相的含量有利于提高塑性。LIU等人通过优化工艺参量实现了α′/α相的调控,减少α′的含量,提高了Ti6Al4V的延展性[8]。而XU等人则通过调控工艺参量实现了过程的马氏体相分解及β相析出,实现了高强度和高延展性Ti6Al4V构件的制备(见图 1)[9]。而针对TC21合金和Ti5553合金直接激光沉积的研究工作尚在研究过程中,TC21样品的拉伸性能在两种不同的热处理条件下表现出明显的各向异性[10]。激光增材制造具有快速凝固的作用,因此也适合氧化物弥散强化合金的激光增材制造[11]。此外,TI-Nb系和Ti-Zr系钛合金也通过激光增材制造成功制得,但成型工艺仍有待进一步优化,具有广泛的应用前景。

图 1 Ti6Al4V选择性激光熔化试样沿生长方向的显微组织变化[9]
-
由于多因素的影响,目前可用于激光增材制造的不同牌号铝合金材料较少,主要是以AlSi10Mg为代表的4系铝合金。与钛合金相比,铝合金易于加工且成本低廉,附加值不高,因此采用激光增材制造工艺进行4系铝合金的成型制造需求量不大[11]。而对于高性能铝合金,如2系、5系、6系和7系等铝合金,由于材料元素的影响,激光增材成型过程中容易产生热裂纹等缺陷问题[12-13],因此,针对此类铝合金进行材料改性研究是激光增材制造的研究热点之一。
通过调整铝合金中钪元素的含量使其超过共晶点是解决热裂纹的一种重要方法。SCHMIDTKEA等人通过调整钪元素含量使Al4.5Mg0.66Sc0.51Mn0.37Zr成型件的晶粒得到细化并极大的提高了韧性。同时通过对铝合金粉末表面进行改性,可以对成型件的微观组织进行调控。MARTIN等人[14]采用了采用锆纳米粒子作为形核剂加入到粉末材料中,通过锆纳米粒子的诱导作用生成精细的等轴组织,同时可以有效地减小微裂纹,获得高性能的7系铝合金制造成型件,其强化机理如图 2所示。通过材料表面改性提高成型件的性能对于其它高性能材料有一定的借鉴意义。

图 2 7075铝合金激光增材制造强化机理[14]
-
高熵合金由于优异的材料性能,其激光增材制造研究吸引了许多学者。BRIF等人[15]于2015年首次采用选择性激光熔化(selective laser melting, SLM)技术完成了FeCoCrNi高熵合金的制备,实验结果表明,采用SLM技术制备的高熵合金力试样学性能优于浇铸获得的试样。而LI等人[16]则采用SLM技术获得了CoCrFeMnNi高熵合金试样,并对显微组织、物相和力学性能等进行了研究分析,发现通过SLM成形的试样存在σ析出相以及大量的位错以及纳米孪晶,对其力学性能有增强作用。经过热等静压后,试样中微观缺陷进一步得到改善(如图 3所示),力学性能进一步提高。

图 3 FeCoCrNi试样热等静压前后显微组织[16]
针对其它体系高熵合金的SLM成型研究相关学者也进行了研究。LI等人采用AlCoCrFeNi体系高熵合金进行了研究,但获得的样品存在大量层间裂纹等缺陷。其他研究人员也获得类似缺陷的试样,认为此类体系高熵合金是一种裂纹敏感材料[17-18]。ZHOU等人[19]则对Al0.5CoCrFeNi进行了研究,获得同时具有等轴晶与柱状晶组织的合金试样,如图 4所示,其性能高于传统电弧熔炼所制备的合金。

图 4 Al0.5CoCrFeNi SLM成型显微组织[19]
总的来说,由于激光增材制造过程中的高温度梯度使高熵合金容易出现热裂纹等缺陷,同时合金中存在非平衡组织,影响了成型件的综合力学性能,因此对高熵合金组织演化、金相缺陷等问题仍需进行进一步研究,以达到工程应用要求。
-
随着骨修复体的需求快速增长,植入体增材技术得到了快速发展,生物活性材料应同时满足以下要求:(1)良好的生物相容性;(2)适当的生物降解性;(3)具有一定的骨诱导或引导组织再生的能力;(4)具有一定的生物力学强度与可塑形性;(5)无毒性与无免疫原性。
在骨植入体方面,主要材料包括金属、陶瓷及高分子等材料体系。其中,金属材料体系中,主要包括钛(Ti)系、钽(Ta)系及钴铬钼(CoCrMo)系,但金属存在与骨组织之间模量不匹配、界面结合力低、骨整合能力差等问题[20]。因此为了提高植入体性能,采用仿生的结构设计,如图 5所示。通过采用仿生多孔的设计可有效降低激光增材制造植入体的杨氏模量,实现金属植入体与人体骨骼的匹配,同时不降低结构强度;设计同时兼顾优异生物相容性、生物活性、力学性能的骨修复体成为当前的研究热点,这种植入体更适合细胞增殖、分化、诱导成骨来修复骨缺损,具有很大的临床应用意义。面向骨精准修复的生物活性材料技术是未来的发展方向之一。

图 5 激光选区熔化制备类骨小梁组织的多孔钛合金植入体[20]
-
经过近30年的发展,各国科研人员在激光增材制造成型工艺进行了大量的研究工作,取得了大量的成果,但目前激光增材制造金属构件中仍存在微观缺陷、残余应力大、塑性不足、效率低等问题,制约了其应用。
在采用粉末材料的激光增材制造中容易出现微孔隙,导致成型件致密度较低。微孔主要有两种类型:一种是由于能量密度不足以完全熔化材料而形成孔隙,如图 6a所示;另一种是由于输入能量密度过大,产生深锁孔熔池,熔池闭合过程中气体来不及排出而滞留在零件中,形成如图 6b所示的圆孔。国内外研究人员实验发现,合理控制能量密度有助于减少和避免孔隙的产生[21-22],同时通过采用热等静压烧结(hot isostatic pressing, HIP)[23]、重熔工艺[24]、基板预热[25]等方法也能有效的促使气体排出或使残留孔隙闭合。

图 6 成型件中微孔隙形貌[23]
当采用较为合理的工艺参量抑制孔隙缺陷形成时,可能会带来残余应力增大、产生裂纹等消极作用。为解决残余应力带来的影响,科研人员提出了多种方法用于减少和消除残余应,其中普遍采用的方法是热处理工艺[26-28]、优化激光扫描策略[29]和基板预热[30]。一些新方法如激光冲击强化[31]、电磁辅助制造[9]、超声振动[32]等被引入,用于降低残余应力,但相关技术还不太成熟,需要进一步研究。
成型过程中,热应力过大将导致裂纹的产生。相关研究表明,成型件内部的拉应力以及热影响区晶界上产生的半连续和连续熔液液膜是裂纹产生的主要原因,而工艺参量影响着裂纹的产生。目前主要是通过调整工艺参量、基板预热、调整合金成分和HIP技术来减少或消除内部裂纹,但相关方法不易于控制,因此还需要进行深入研究。
球化和飞溅物的形成影响了单层扫描层的表面质量,如工艺参量未得到有效的调整将最终导致成型质量的恶化。TOLCOCHKO等人[33]研究了在SLM过程中金属粉末球化形成的具体过程,分析了蝶形、球形、杯形3种典型粉末球化形状的形成机理,而WANG等人[34-35]针对成型过程中的飞溅现象进行了研究,揭示了飞溅的形成机理。激光扫描参量(激光功率、激光扫描速率、扫描间距等)对表面成型质量的影响也非常显著[36],其中主要的影响因素是激光功率、扫描间隔和扫描速率[37-38];同时扫描速度等参量对表面粉末粘附的影响也得到了广泛的研究[39-43]。此外,扫描策略[44-46]、系统预热[47]、重熔工艺[48-50]对成型质量的作用机制也相继得到探明。
综合来看,目前针对成型工艺进行了广泛研究,且获得了较好的成型效果,但现有激光增材制造技术仍难以兼顾高效率、高精度和低成本制造等问题,近年来提出大尺寸激光选区熔化及复合制造的相关解决方案[51-55],相应的工艺研究工作如多振镜协同高速动态调焦成形、成形自适应分层与自适应工艺参量、多材料工艺参量自主优化与决策等还有待展开[55],建立完善的工艺数据库和标准规范是未来激光增材制造工程化应用的重要条件。同时,激光增材制造过程伴随着复杂的热、物理、化学现象,相应的成型质量预测方法仍难以准确掌握[56],工艺仍需进一步优化,以完全掌握成型过程中内应力演化规律,微观组织凝固形成规律。
-
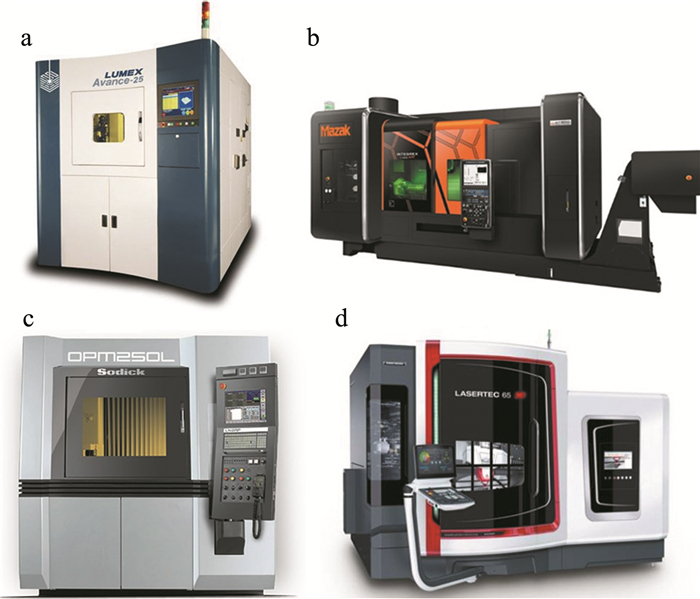
现有的金属激光增材制造技术难以兼顾高效率、高质量、高精度、低成本等问题。因此在激光增材制造过程中复合单一或者多种传统加工工艺,是未来激光增材制造设备的发展方向之一。YASA等人[57]基于SLM设备通过采用两种工作模式运行Nd∶ YAG激光器,实现了一台设备上进行SLM和激光侵蚀两种工艺,两种工艺的结合可有效改善SLM成型件的表面质量并提高致密度。而DU等人[58]通过SLM与铣削技术的结合获得精度、性能和表面质量均优于锻造的零件,实验证明铣削可以有效减小残余应力。综合来看,目前复合制造装备主要基于激光直接沉积技术结合传统加工工艺实现复合制造,主要原因是激光具有较好的可控性,具有较高的成型精度等优势[59-61]。日本松浦(Matsuura)、沙迪克(Sodick)、山崎马扎克(Mazak)和德国德马吉(DMG)等公司是复合制造商用设备的主要供应商,如图 7所示。

图 7 复合制造设备(图源于网络)
与国外相比,我国的增减材复合制造技术成熟度较低,一方面是由于我国减材制造中数控技术较落后,另外一方面是与国外仍有差距,针对增减材制造的控制系统设计能力亟需加强,同时其工艺评价体系也需要得到规范。通过增材与减材制造技术的有机融合,研发航空航天、汽车、消费电子和医疗器械等领域复杂零件的高性能增减材复合制造工艺技术和相匹配的材料体系,探索增材与其它技术复合的相互影响机理、控形控性规律,以及协同、集成调控方法,建立增减材复合制造策略是未来的一个重要研究方向。
-
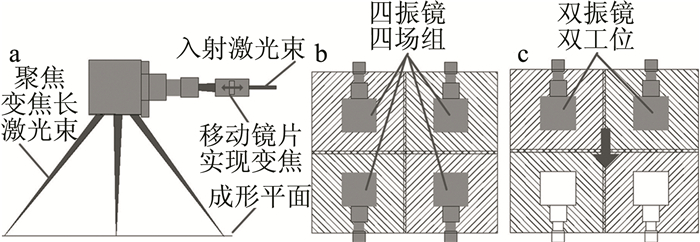
受限于器材的成型范围,目前相关大尺寸成型设备主要采用3种方法用于增大成型尺寸:(1)使用长焦距f-θ场镜;(2)采用移动式振镜扫描;(3)采用多振镜进行多光束拼接,如图 8所示。

图 8 成型尺寸增大方式[55]
根据成型投影的原理,使用长焦距增大扫描幅面时会导致聚焦后光斑直径增大,因此采用长焦距场镜时,需要使用高功率激光器以提高功率密度。如德国EOS公司的M400设备,采用长焦距场镜获得400mm× 400mm×400m的成型尺寸,但成型表面质量受到影响。移动式振镜扫描方式以Concept Laser公司的XLine1000R设备为代表,通过水平面上的扫描振镜分区移动扫描增大成型面积。此类方法对运动控制精度和设备精度提出了较高要求,同时,由于采用单光束导致成型效率大大降低,每个区域的凝固时间不一致也会导致应力分布不均,影响成型质量。多光束拼接则是通过增加扫描振镜和激光器数量,多个振镜可同时工作,因此可以使成型尺寸成倍增加,并缩短成型时间。多光束多振镜的扫描系统对控制系统和软件开发也提出了更高要求。
除采用以上方法外,开发高功率高均匀性的线光斑光学整形系统、超高速线光斑3-D打印可调制控制系统、超高速线光斑3-D打印工艺等,形成一套高均匀性、高能量密度的线光斑激光系统,是增大成型尺寸的一种更为先进的方案,相关研究工作有待展开。
-
高性能大型金属构件的应用,特别是在航空航天领域具有广泛的应用前景。WOHLERS的年度报告显示[62],航空航天业占总需求的18.2%,因此航空航天也被认为是未来最有应用前景的领域之一。由于粉床激光熔化技术成型尺寸较小,不能满足大尺寸零件成型的需求,因此对于此类大型零件目前一般采用定向能量沉积技术,但成型精度不能得到很好保证。针对大型客机零部件的主要研究内容包括:(1)基于激光增材制造工艺的大型客机结构件优化设计方法;(2)批量化激光增材制造的工艺稳定性和性能评价标准;(3)基于激光增材制造工艺的专用合金设计许用值;(4)基于激光增材制造的大型客机“材料-设计-工艺-检测-评价”全流程技术体系等。
激光/等离子增材制造装备的优化研究以及大跨度高精度载能束/数控工作台或机器手的联合运动控制技术的研究,对于实现大型金属零件的高性能高精度高效率具有重要意义。
-
激光增材制造技术在轨道交通装备制造的应用目前处于前沿探索性阶段。德国联邦铁路公司于2015年开始采用激光增材制造技术进行轨道交通装备运营和维护,先后与Concept Laser, Materialize, EOS等企业进行零部件的优化设计, 获得了具有中空结构的轴承盖,提高了轴承盖的抗振性能和耐磨性[63]。法国阿尔斯通公司基于激光增材制造技术对列车的转向架抗侧滚扭杆安装座进行拓扑优化设计,实现了减重70%的目标。我国的中车集团采用SLM技术完成了机车高压接地开关传动件的成型,如图 9所示。与通过铆接或焊接制造的零件相比,SLM成型件的抗压性能提高了25%~75%,力学性能也优于锻造件,同时零件尺寸误差小于0.1mm,满足使用要求[64]。

图 9 中车集团SLM成型传动件[64]
-
在植入体的应用中,研究内容主要包括生物活性材料的设计、孔径微观结构控制、植入材料成骨活性、材料生物力学性能、植入材料降解等。研究的活性材料包括生物活性陶瓷,如硅酸钙陶瓷、磷酸钙类陶瓷和生物活性玻璃等,镁合金骨修复材料,金属基材料或高分子材料的表面改性及材料复合,活性因子添加等。
在骨植入体结构的设计方面,鉴于材料与骨组织之间内部孔隙梯度和力学性能优化的需求,采用拓扑结构设计是当前的研究热点;运用仿生学原理和纳米自组装技术模仿天然骨的成分及结构特征,也是目前骨修复材料研究的前沿课题。例如,华中科技大学HAN[65]采用SLM对Co-Cr多孔结构进行拓扑性能优化,其模量和强度范围分别为7.18GPa~16.57GPa和271.53MPa~1279.52MPa,满足皮质骨和松质骨的要求;细胞初步反应表明细胞可以在SLM制备的Co-Cr多孔结构表面粘附和伸展,细胞之间存在信息交流,具有一定生物活性。华南理工大学公布了一种基于多尺度多约束拓扑优化技术的变密度多孔金属骨科植入物制备方法[66],其孔隙率要求大于50%,所述微结构孔径尺寸为50μm~800μm,微结构壁厚大于100μm。
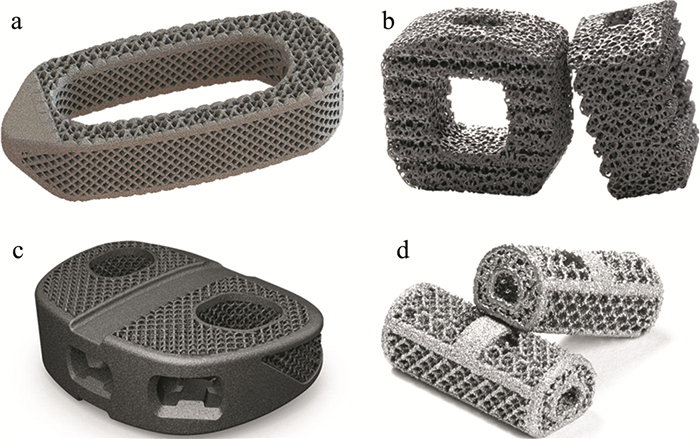
产业化应用方面,当前3-D打印的骨植入体主要是金属植入物(钛金属产品为主)。国外,美国OSSEUS公司的3-D打印钛合金植入物Aries,具有80%的孔隙率,允许脊柱组织通过植入物生长,如图 10a所示;该公司的3-D打印颈椎融合器Gemini-C,采用钛金属和PEEK材料制造;美国公司Zimmer的3-D打印钛金属脊柱植入物,如图 10b所示;SI-BONE公司3-D打印的钛金属骶髂关节植入物iFuse-3-D;德国公司Emerging Implant Technologies(EIT)钛金属椎间融合器钛椎间融,采用3-D打印,孔隙率高达80%,孔洞的尺寸和形状也都进行了优化,所以能有效促进骨细胞在其中生长,如图 10c所示。国内,爱康医疗推出3-D打印钛合金骨科植入物,实现首例19cm多节段人工椎体定制化手术,如图 10d所示。

图 10 金属植入物产品
-
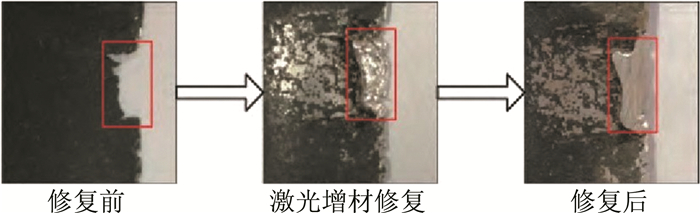
随着技术的成熟,激光增材制造技术凭借其高精度、热损伤小、成本低等优势,其应用于高附加值产品的修复与制造获得了越来越多的关注[67]。其中,激光金属直接成形(laser metal direct forming,LMDF)技术在此领域表现出巨大优势和潜力,可进行多种材料和构件的修改工作。西北工业大学ZHAO等人[68]对激光增材修复Ti17部件的性能进行了研究,并实现了涡轮叶片的修复工作。北京航空材料研究院对飞机的起落制动器和发动机的镍基高温合金机匣进行激光增材修复,同时实现了单晶涡轮热端部件的修复[69]。WANG等人[70]针对航空发动机叶片采用LMDF技术实现了叶片的修复工作,效果良好,如图 11所示。FENG等人[71]则对曲轴的受损部分进行了修复,熔层与基体材料结合良好,且修复区域的熔体材料硬度显著高于集体材料。

图 11 叶片修复效果图[70]
在未来的研究中,仍需对激光增材制造修复和再制造材料服役行为与失效机理进行研究,获得失效零件的寿命以及可再修复次数预测方法,同时建立相应的零件修复工艺准则,以获得较好的修复和再制造质量。
-
4-D打印是在3-D打印基础上增加了时间维度,让材料在设定的时间自动变形为所需要的形状,且可随时间变化。国内外很多机构都在开展4-D打印技术研究,如佐治亚理工学院、新加坡科技设计大学、西安交通大学、浙江大学等。从发表的论文、专利成果来看,研究4-D打印陶瓷的主要有弗劳恩霍夫陶瓷技术和系统研究所、香港城市大学和哈尔滨工业大学;研究4-D打印钛镍形状记忆合金的主要有亚洲大学、扬斯敦州立大学、俄罗斯科学院、华南理工大学和中南大学等。
4-D打印钛镍形状记忆合金方面,华南理工大学和中南大学公开了4-D打印钛镍形状记忆合金相关专利[72-73]。其中,华南理工大学专利《一种钛镍形状记忆合金的4-D打印方法及应用》中,4-D打印的钛镍形状记忆合金实现拉伸强度为778MPa、延伸率为7.2%;中南大学专利《一种4-D打印无裂纹的钛镍形状记忆合金的专用基板及其制备方法》制备得到的4-D打印钛镍形状记忆合金的专用基板无裂纹,硬度在280HV以上,抗拉强度在760MPa和800MPa之间。
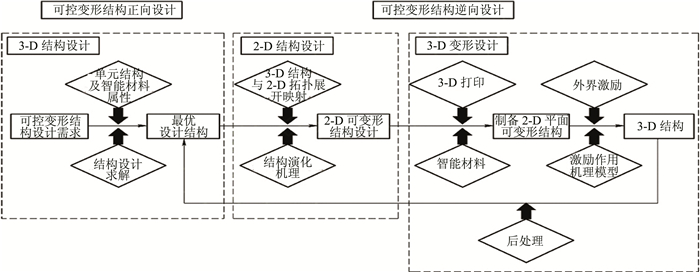
由于4-D打印技术目前仍处于起步阶段,其缺陷抑制策略与组织性能调控之间的关系尚未被掌握,构件质量稳定性不能保证,未被实际应用。4-D打印的可变形结构设计过程如图 12所示。对于4-D打印结构的智能变形行为的研究还有待深入,同时4-D打印的创新设计与性能表征,对智能构件的创新应用具有重要意义。此外,4-D打印的相关打印设备还未有相关报道,因此, 研究4-D打印中使用的陶瓷前驱体、形状记忆合金粉末的制备技术及相应的打印装备,具有显著的前沿性和科学性。

图 12 4-D打印的可变形结构设计过程示意图[74]
-
材料、工艺、设备、应用等几方面总结了当前激光增材制造主要研究热点以及相关进展。材料方面的研究前沿热点主要集中于轻量化材料以及高价值零件材料的开发和成型工艺研究,如钛合金、高强钢、高强铝合金、高温合金等,增多适用于激光增材制造的材料种类是促进其发展的重要途经。工艺方面的前沿研究内容主要包括成型过程中的强非平衡态凝固学、成型中缺陷的相互耦合作用机制研究以及针对超高速、高精度、大尺寸和复合制造工艺提出了相关研究内容。应用方面的前沿研究热点主要是针对高价值大型零部件的制造与再制造以及生物植入体的相关研究。此外4-D打印技术的研究得到不断地推进,相关4-D打印工艺以及4-D打印设备研制是研究重点之一。
综合来看,激光增材制造未来主要研究方向主要为:
(1) 生物医疗植入物应用示范。
组织研究工程支架/植入修复体仿生结构的优化设计与激光增材制造技术,重点突破金属钽等具有高生物相容性材料的核心技术和装备研制,临床上形成应用示范,提升精准个性化植入体制造上的水平。
(2) 高质量高稳定性工艺技术。
针对现有激光增材制造技术难以兼顾高效率、高质量、高精度的难题,复合一种或者多种加工方式,开发复合激光增材制造装备,解决其表面质量与成形质量问题,实现其与传统制造的结合。
(3) 高效、高精度、高性能大型金属构件应用示范。
集聚国家重点团队和成果,以钛合金、高强钢、高强铝合金、高温合金等高性能大型复杂金属构件高能束熔化沉积过程为主线,实现高效、高精度、高性能大型复杂金属构件示范,提升激光增材制造产业在国家重大战略工程和装备制造上的参与能力和水平。
激光增材制造研究前沿与发展趋势
Research front and trend of specific laser additive manufacturing techniques
-
摘要: 从激光增材制造材料、工艺、装备、应用等方面分析了激光增材制造技术当前的研究热点以及相关的研究进展,梳理了未来主要发展方向。材料和成型工艺方面的相关研究主要集中于轻质合金和高价值合金增材制造;从成型装备来看,设备大型化、高速化、复合加工是未来的主要发展方向;而应用方面则主要面向高性能、高价值零部件的增材制造与生物植入体。总的来看,高质量、高性能、高效率是未来激光增材制造研究的着重点。Abstract: In this paper, the current research hotspots and related research progress of laser additive manufacturing technology were analyzed from the aspects of material, technology, equipment, and application. And the main development directions in the future were combed. In terms of materials and processes, the related research was mainly focused on the laser additive manufacturing of lightweight alloy and high-value alloy. From the point of view of forming equipment, large-scale equipment, high-speed, and composite processing were the main development direction in the future, while the application was it mainly focuses on the laser additive manufacturing of high performance, high value parts, and biological implants. Generally speaking, high quality, high performance, and high efficiency will be the focus of laser additive manufacturing in the future.
-
图 2 7075铝合金激光增材制造强化机理[14]
a—常规铝合金粉末 b—纳米粒子增强粉末 c—柱状晶生长及裂纹 d—形核和等轴晶生长 e—常规粉末合金的晶粒和裂纹 f—纳米粒子增强合金等轴晶组织
图 7 复合制造设备(图源于网络)
a—松浦 LUMEX Avance-25 b—马扎克 Integrex i-400AM c—沙迪克 OPM250L d—德马吉 Mori
-
[1] LU B H, LI D C. Development of additive manufacturing (3-D printing) technology[J]. Machine Building & Automation, 2013, 42 (4): 1-4(in Chinese). [2] LI N, HUANG S, ZHANG G, et al. Progress machine building & automation in additive manufacturing on new materials: A review[J]. Journal of Materials Science & Technology, 2019, 35(2): 242-269. [3] WANG D, YANG Y Q, WU W H. Process optimization for 316L stainless steel by fiber laser selective melting[J]. Chinese Journal of Lasers, 2009, 36(12): 3233-3239(in Chinese). doi: 10.3788/CJL20093612.3233 [4] ZHANG W Q, ZHU H H, HU Z H, et al. Study on the selective laser melting of AlSi10 Mg[J]. Acta Metallurgica Sinica, 2017, 53 (8): 918-926(in Chinese). [5] SHEYDAEIAN E, TOYSERKANI E. A new approach for fabrication of titanium-titanium boride periodic composite via additive manufacturing and pressure-less sintering[J]. Composites Part B: Engineering, 2018, 138(8): 140-148. [6] VAITHILINGAM J, KILSBY S, GOODRIDGE R D, et al. Functionalization of Ti6Al4V components fabricated using selective laser melting with a bioactive compound[J]. Materials Science and Engineering, 2015, C46(1): 52-61. [7] LIU S, SHIN Y C. Additive manufacturing of Ti6Al4V alloy: A review[J]. Materials & Design, 2019, 164(2): 107552. [8] LIU J, SUN Q, WANG X, et al. Achieving Ti6Al4V alloys with both high strength and ductility via selective laser melting[J]. Materials Science and Engineering, 2019, A766(8): 138319. [9] XU W, BRANDT M, SUN S, et al. Additive manufacturing of strong and ductile Ti6Al4V by selective laser melting via in situ martensite decomposition[J]. Acta Materialia, 2015, 85(2): 74-84. [10] HANG Q, HEN J, ZHAO Z, et al. Microstructure and anisotropic tensile behavior of laser additive manufactured TC21 titanium alloy[J]. Materials Science and Engineering, 2016, A 673(9): 204-212. [11] BUSH R W, BRICE C A. Elevated temperature characterization of electron beam freeform fabricated Ti6Al4V and dispersion strengthened Ti8AlEr[J]. Materials Science and Engineering, 2012, A554(9): 12-21. [12] BRICE C, SHENOY R, KRAL M, et al. Precipitation behavior of aluminum alloy 2139 fabricated using additive manufacturing[J]. Materials Science and Engineering, 2015, A648(C): 9-14. [13] CHUNPING H, XIN L, FENCHENG L, et al. Effects of cooling condition on microstructure and mechanical properties in laser rapid forming of 34CrNiMo6 thin-wall component[J]. The International Journal of Advanced Manufacturing Technology, 2016, 82(5/8): 1269-1279. doi: 10.1007/s00170-015-7453-z/metrics [14] MARTIN J H, YAHATA B D, HUNDLEY J M, et al. 3-D printing of high-strength aluminum alloys[J]. Nature, 2017, 549(7672): 365-369. doi: 10.1038/nature23894 [15] BRIF Y, THOMAS M, TODDI. The use of high-entropy alloys in additive manufacturing[J]. Scripta Materialia, 2015, 99(4): 93-96. [16] LI R, NIU P, YUAN T, et al. Selective laser melting of an equiatomic CoCrFeMnNi high-entropy alloy: processability, non-equilibrium microstructure and mechanical property[J]. Journal of Alloys and Compounds, 2018, 746(5): 125-134. [17] KARLSSON D, MARSHAL A, JOHANSSON F, et al. Elemental segregation in an AlCoCrFeNi high-entropy alloy—a comparison between selective laser melting and induction melting[J]. Journal of Alloys and Compounds, 2019, 784(5): 195-203. [18] LUO S, GAO P, YU H, et al. Selective laser melting of an equiatomic AlCrCuFeNi high-entropy alloy: Processability, non-equilibrium microstructure and mechanical behavior[J]. Journal of Alloys and Compounds, 2019, 771(1): 387-397. [19] ZHOU P F, XIAO D H, WU Z, et al. Al0.5FeCoCrNi high entropy alloy prepared by selective laser melting with gas-atomized pre-alloy powders[J]. Materials Science and Engineering, 2019, A739(1): 86-89. [20] YU Zh T, YU S, CHENG J, et al. Development and application of novel biomedical titanium alloy materials[J]. Acta Metallurgica Sinica, 2017, 53 (10): 1238-1264(in Chinese). [21] SHI Q, GU D, XIA M, et al. Effects of laser processing parameters on thermal behavior and melting/solidification mechanism during selective laser melting of TiC/Inconel 718 composites[J]. Optics & Laser Technology, 2016, 84(4): 9-22. [22] JINGANG X, YONG C, HUI C, et al. Influence of process parameters on forming defects of H13 steel processed by selective laser melting[J]. Laser & Optoelectronics Progress, 2018, 55(4): 041405. [23] LEUDERS S, THONE M, RIEMER A, et al. On the mechanical behavior of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance[J]. International Journal of Fatigue, 2013, 48(1): 300-307. [24] SHUAI L I, CHONGGUI L I, QUNSEN Z, et al. Research status and prospect of additive manufacturing in laser by aluminum alloy[J]. Light Industry Machinery, 2017, 49 (3): 23-26. [25] YUAN X, WEI Q, WEN S, et al. Research on selective laser melting AlSi10Mg alloy powder[J]. Hot Working Technology, 2014, 4: 99-102. [26] SHUANGYIN Z, XIN L, JING C, et al. Influence of heat treatment on residual stress of Ti6Al4V alloy by laser solid forming[J]. Rare Metal Materials and Engineering, 2009, 38(5): 774-778. [27] ZHANG S, GUI R, WEI Q S, et al. Cracking behavior and formation mechanism of TC4 alloy formed by selective laser melting[J]. Journal of Mechanical Engineering, 2013, 49(23): 21-27. doi: 10.3901/JME.2013.23.021 [28] LAI Y B, LIU W J, ZHAO J B, et al. Experimental study on residual stress in titanium alloy laser additive manufacturing[J]. Applied Mechanics and Materials, 2013, 431: 20-26. doi: 10.4028/www.scientific.net/AMM.431.20 [29] WANG Z, GUAN K, GAO M, et al. The microstructure and mechanical properties of deposited-IN718 by selective laser melting[J]. Journal of Alloys and Compounds, 2012, 513(2): 518-523. [30] ZHANG J, LI Sh, WEI Q S, et al. Cracking behavior and inhibiting process of Inconel 625alloy formed by selective laser melting[J]. Chinese Journal of Rare Metals, 2015, 39 (11) : 961-966(in Chinese). [31] DING J, COLEGROVE P, MEHNEN J, et al. A computationally efficient finite element model of wire and arc additive manufacture[J]. The International Journal of Advanced Manufacturing Technology, 2014, 70(1/4): 227-236. doi: 10.1007/s00170-013-5261-x [32] WANG T, ZHANG A F, LIANG Sh D, et al. Research on as-deposited microstructures and properties of IN718parts by ultrasonic vibration-assisted laser metal forming[J]. Chinese Journal of Lasers, 2016, 43 (11) : 1102005(in Chinese). doi: 10.3788/CJL201643.1102005 [33] TOLOCHKO N K, MOZZHAROV S E, YADROITSEV I A, et al. Balling processes during selective laser treatment of powders[J]. Rapid Prototyping Journal, 2004, 10(2): 78-87. doi: 10.1108/13552540410526953 [34] WANG D, WU S, FU F, et al. Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties[J]. Materials & Design, 2017, 117(3): 121-130. [35] SCHWEIER M, HEINS J F, HAUBOLD M W, et al. Spatter formation in laser welding with beam oscillation[J]. Physics Procedia, 2013, 41: 20-30. doi: 10.1016/j.phpro.2013.03.047 [36] PUPO Y, MONROY K P, CIURANA J. Influence of process parameters on surface quality of CoCrMo produced by selective laser melting[J]. The International Journal of Advanced Manufacturing Technology, 2015, 80(5-8): 985-995. doi: 10.1007/s00170-015-7040-3 [37] ZHAO S M, SHEN X F, YANG J L, et al. Investigation of densification, microstructural and mechanical properties of water-atomized 316L stainless steel parts fabricated by selective laser melting[J]. Applied Laser, 2017, 37(3): 319-326(in Chinese). [38] ABOULKHAIR N T, EVERITT N M, Ashcroft I, et al. Reducing porosity in AlSi10Mg parts processed by selective laser melting[J]. Additive Manufacturing, 2014, 1/4: 77-86. doi: 10.1016/j.addma.2014.08.001 [39] SING S L, YEONG W Y, WIRIA F E, et al. Characterization of titanium lattice structures fabricated by selective laser melting using an adapted compressive test method[J]. Experimental Mechanics, 2016, 56(5): 735-748. doi: 10.1007/s11340-015-0117-y [40] YADROITSEV I, SMUROV I. Surface morphology in selective laser melting of metal powders[J]. Physics Procedia, 2011, 12: 264-270. doi: 10.1016/j.phpro.2011.03.034 [41] WU W H, XIAO D M, YANG Y Q, et al. Analysis on powder adhesion problems in selective laser melting forming process[J], Hot Working Technology, 2016, 45(24): 43-47(in Chinese). [42] YANG T, LIU T, LIAO W, et al. The influence of process parameters on vertical surface roughness of the AlSi10Mg parts fabricated by selective laser melting[J]. Journal of Materials Processing Technology, 2019, 266: 26-36. doi: 10.1016/j.jmatprotec.2018.10.015 [43] TIAN Y, TOMUS D, ROMETSCH P, et al. Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting[J]. Additive Manufacturing, 2017, 13(1): 103-112. [44] GE Y N, WU M P, MAO Y Y, et al. Effect of scanning strategy on forming precision of titanium alloy by selective laser melting[J]. Laser & Optoelectronics Progress, 2018, 55(9): 091403(in Chinese). [45] BALC N, COSMA S C, KESSLER J, et al. Research on improving the outer surface quality of the parts made by SLM[J]. Applied Mechanics and Materials, 2015, 808: 199-204. doi: 10.4028/www.scientific.net/AMM.808.199 [46] YAN A R, YANG T T, WANG Y L, et al. Forming process and high-temperature mechanical properties of variable energy laser selective melting manufacturing IN718 superalloy[J]. Optics and Precision Engineering, 2015, 23(6): 1695-1704(in Chinese). doi: 10.3788/OPE.20152306.1695 [47] SAVALANI M M, PIZARRO J M. Effect of preheat and layer thickness on selective laser melting (SLM) of magnesium[J]. Rapid Prototyping Journal, 2016, 22(1): 115-122. doi: 10.1108/RPJ-07-2013-0076 [48] YASA E, KTUTH J P. Application of laser re-melting on selective laser melting parts[J]. Advances in Production Engineering and Management, 2011, 6(4): 259-270. [49] ALRBAEY K, WIMPENNY D, TOSI R, et al. On optimization of surface roughness of selective laser melted stainless steel parts: A statistical study[J]. Journal of Materials Engineering and Performance, 2014, 23(6): 2139-2148. doi: 10.1007/s11665-014-0993-9 [50] VAITHILINGAM J, GOODRIDGE R D, HAGUE R J M, et al. The effect of laser remelting on the surface chemistry of Ti6Al4V components fabricated by selective laser melting[J]. Journal of Materials Processing Technology, 2016, 232(6): 1-8. [51] BUCHBINDER D, SCHLEIFENBAUM H, HEIDRICH S, et al. High power selective laser melting (HP SLM) of aluminum parts[J]. Physics Procedia, 2011, 12(A): 271-278. [52] BARTKOWIAK K, ULLRICH S, FRICK T, et al. New developments of laser processing aluminum alloys via additive manufacturing technique[J]. Physics Procedia, 2011, 12(A): 393-401. [53] FLYNN J M, SHOKRANI A, NEWMAN S T, et al. Hybrid additive and subtractive machine tools-research and industrial developments[J]. International Journal of Machine Tools and Manufacture, 2016, 101(2): 79-101. [54] HANSEL A, MORI M, FUJISHIMA M, et al. Study on consistently optimum deposition conditions of typical metal material using additive/subtractive hybrid machine tool[J]. Procedia CIRP, 2016, 46: 579-582. doi: 10.1016/j.procir.2016.04.113 [55] SONG Ch H, WENG Ch W, YANG Y Q, et al. Development status and trend for the equipment of selective laser melted[J]. Mechanical & Electrical Engineering Technology, 2017, 46(10): 1-5(in Chinese). [56] LU B H. Additive manufacturing—Current situation and future[J]. China Mechanical Engineering, 2020, 31 (1): 19-23(in Chinese). [57] YASA E, KRUTH J P, DECHERS J. Manufacturing by combining selective laser melting and selective laser erosion/laser re-melting[J]. CIRP Annals, 2011, 60(1): 263-266. doi: 10.1016/j.cirp.2011.03.063 [58] DU W, BAI Q, ZHANG B. A novel method for additive/subtractive hybrid manufacturing of metallic parts[J]. Procedia Manufacturing, 2016, 5: 1018-1030. doi: 10.1016/j.promfg.2016.08.067 [59] LI Q Y, LI D Ch, ZHANG A F, et al. Development and challenge of laser cladding deposition and machining composite manufacturing technology[C]//Intelligentization and Refinement of Special Processing Technology Proceedings of the 17th National Special Processing Academic Conference (Abstract). Suzhou: Non-traditional Machining Branch, Chinese Mechanical Engineering Society, 2017: 66-79(in Chinese). [60] ZHANG J T, ZHANG W, LI Y J, et al. Laser deposition additive/subtractive hybrid manufacturing process for stainless steel powder based on DMG MORI LASERTEC 65 3D[J]. Materials Science and Engineering of Powder Metallurgy, 2019, 23(4): 368-374(in Chinese). [61] SITTHI-AMORN P, RAMOS J E, WANG Y, et al. MultiFab: A machine vision assisted platform for multi-material 3-D printing[J]. ACM Transactions on Graphics (Tog), 2015, 34(4): 1-11. [62] WOHLERS T, CAFFREY T. 3D printing and additive manufacturing state of the industry annual worldwide progress report[J]. Wohlers Report, 2014, 70(1/4): 227-236. [63] CAO J, ZHU H B, BAO F et al. Status quo and prospect of 3-D printing research for rail transit sector[J]. Locomotive & Rolling Stock Technology, 2018, 3(6): 10-11(in Chinese). [64] MA M M, TAN M Z, SUN D X, et al. Fabrication of transmission part in high-voltage earthing switch by selective laser melting[J]. Electric Locomotives & Mass Transit Vehicles, 2018, 41 (1): 76-80(in Chinese). [65] HAN Ch J. Study on the porous metals and their composites fabricated by selective laser melting for bone implants[D]. Wuhan: Huazhong University of Science and Technology, 2018: 38-47(in Chinese). [66] WANG Y J, LI W H. The preparation method of variable density porous metal orthopedic implants based on topology optimization technology: CN, 107563056A[P]. 2018-01-09(in Chinese). [67] LI N, HUANG S, ZHANG G, et al. Progress in additive manufacturing on new materials: A review[J]. Journal of Materials Science & Technology, 2019, 35(2): 242-269. [68] ZHAO Zh, CHEN J, ZHANG Q, et al. Microstructure and mechanical properties of laser additive repaired Ti17 titanium alloy[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(12): 2613-2621. doi: 10.1016/S1003-6326(17)60289-9 [69] ACHARYA R, DAS S. Additive manufacturing of IN100 superalloy through scanning laser epitaxy for turbine engine hot-section component repair: Process development, modeling, microstructural characterization, and process control[J]. Metallurgical and Materials Transactions, 2015, A46(9): 3864-3875. doi: 10.1007/s11661-015-2912-6 [70] WANG H, WANG L W, WANG T, et al. Method and implementation of remanufacture and repair of aircraft engine damaged blades[J]. Acta Aeronautica et Astronautica Sinica, 2016, 37(3): 1036-1048(in Chinese). [71] FENG H, LI J F, SUN J. Study on remanufacturing repair of damaged crank shaft journal surface by laser cladding[J]. Chinese Journal of Lasers, 2014, 41(8): 0803003(in Chinese). doi: 10.3788/CJL201441.0803003 [72] YANG Ch, L H Zh, MA H W. A 4-D printing method of nickel-titanium shape-memory alloy and its application : CN109648082A[P]. 2019-04-19(in Chinese). [73] LI R D, YUAN T Ch, LI L B, et al. The invention relates to a special substrate for 4-D printing of a crack-free Ti-Ni shape memory alloy and a preparation method : CN109112362A[P]. 2019-01-01(in Chinese). [74] GAO Y C, ZENG S Y, FENG Y X, et al. Review of design of programmable morphing composite structures by 4-D printing[J/OL]. Journal of Mechanical Engineering[2020-07-14]. http://kns.cnki.net/kcms/detail/11.2187.TH.20191224.1229.058.html (in Chinese). -

 点击查看大图
点击查看大图

图(12)
计量
- 文章访问数: 8901
- HTML全文浏览量: 7225
- PDF下载量: 63
- 被引次数: 0
