 Map
Map



HTML
-
碳纤维增强复合材料(carbon fiber reinforced plastics,CFRP)拥有热膨胀系数较低、高比强度、良好的疲劳性能、质轻、减震性能好等优势,已经在航空航天、船舶制造、建筑、医疗等领域广泛应用[1-4]。正是因为该材料的众多优势导致其在加工上面临很大挑战。传统的加工技术存在分层、纤维破碎、刀具磨损严重、加工成本高等[5-8]问题,阻碍了其在各领域进一步的广泛应用[9]。激光加工技术有着与生俱来的优势,使其在材料加工领域地位颇高,其主要表现在无刀具磨损、材料适应性强、加工效率高、经济效益高[10]。由于激光加工主要是以热效应实现材料去除,而组成CFRP的碳纤维和树脂基体的物性参数存在巨大差异,导致激光加工CFRP将不可避免地存在热影响区(heated affected zone,HAZ)、锥角大、纤维拔出等缺陷[11-12]。STOCK等人[13]研究发现,在激光加工过程中采用适当的冷却有降低热损伤的可能。
近年来,许多学者通过实验的方式来研究不同冷却方式对激光加工质量的影响。气体辅助激光加工是指激光束在辅助气体冷却加工区域的同时完成激光切割。HUA等人[14]研究发现,气压越大冷却效果越好,有利于减少热影响区,但过大的气压会形成涡流,削弱其冷却效果。NEGARESTANI等人[15]使用混合气体辅助纳秒激光加工CFRP时发现,少量的氧气可以提高加工质量和效率。TAN等人通过计算机模拟切割过程中辅助气体和切缝之间相互作用,建立了相应多相流模型,并得出结论:当切割过程处于稳定时,辅助气体流场趋于稳定,切缝形状和温度场也保持不变[16-17]。气体虽然能够改善加工质量,但其降低材料热损伤的能力有限。相对气体,溶液的比热更大,冷却效果更好。HUA等人[14]对比了气体和水辅助时对激光加工CFRP的影响,发现水可以有效降低热影响区。ZHANG等人通过试验的方法,对比水辅助激光切割CFRP材料同激光直接切割的质量差异,得出水辅助加工时有效降低了材料切缝宽度和热影响区大小、明显提高了加工质量的结论;此外,水辅助加工时,随着水流流速的增大,将导致激光能量损失增大,最终使得材料下表面切缝宽度减小[18-19]。VIBOON等人[20]对比了空气、静水和流动水层对激光加工的影响,发现在流动水层中加工时可以获得更高的加工效率。
激光加工碳纤维复合材料是利用激光的热效应使材料升温熔化、气化,造成材料的去除。激光加工导致的热损伤需要采用冷却方式进行控制,由于水的冷却能力强,再加上不恰当的供液方式,将有可能导致需要升温去除材料的部分被冷却过度,进而导致加工效率下降;同时,当槽中存在积水时,将会对激光传输造成严重干扰。因此,为了探索在激光加工过程中更有效的冷却方式,更好地实现加工过程中的冷热平衡,本文中对比了水、气体以及水气复合3种不同冷却方式辅助激光加工碳纤维复合材料的方案,并采用单因素实验对比不同工艺条件对加工质量的影响,最后分析了相应的作用机理。
-
实验加工观测系统如图 1所示。此系统为武汉荣科激光自动化有限司生产的QCW450准连续光纤激光焊接/切割一体机,主要由IPG公司生产的光纤激光器、数字信号处理器控制系统、冷却系统组成。激光波长1064 nm,最小脉冲宽度0.1 ms,最大峰值功率为4500 W,最大重复频率2 kHz,最大扫描速率200 mm/s,聚焦光斑半径约50 μm。实验在室温和空气中进行,液体辅助加工使用水,气体辅助加工使用氮气。使用德国博科奥公司生产的PCO.DimaxHD高速摄像机拍摄并记录不同辅助冷却方式下激光加工的实际情况,具体参数如表 1所示。利用由OLYPUS公司生产的LEXTOLS4100光学显微镜进行观测数据。

Figure 1. Test processing and observation equipment
parameter value resolution 1920×1080 pixel size 11 μm×11 μm shutter speed max speed 130641 frame/s electronic shutter 1.5 μs~40 ms pixel data speed 3×1010 pixel/s range of levels 12 bits spectral response range 290 nm~1100 nm signal-to-noise ratio 65 dB Table 1. PCO. DimaxHD high-speed camera parameters
-
实验材料为CFRP,样片尺寸15 mm×25 mm×1 mm,基体是体积分数为0.30的环氧树脂,增强相是体积分数为0.70的碳纤维,所用材料的主要参数如表 2所示。
material carbon fiber epoxy resin density/(g·cm-3) 1.9 1.2 thermal conductivity/(W·m-1·K-1) 50(axial)
5(radial)0.1 specific heat capacity/(J·kg-1·K-1) 710 1100 steaming temperature/℃ 3900 400 thermal diffusivity/(10-3cm3·s-1) 380 1.2 gasification can /(J·g-1) 43000 1100 Table 2. Main parameters of CFRP sheet
-
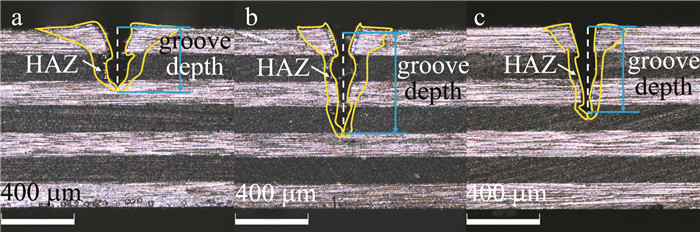
本文中采用单因素实验的方法,分别对气体辅助激光加工、液体辅助激光加工、水气复合激光加工3种方式依次进行探究,改变激光峰值功率、重复频率、切割速率3个工艺参数,分析不同加工方式对切割质量(热影响区宽度、槽深深度)的影响,如图 2所示。在实际试验过程中,通过调节激光器系统参数实现激光峰值功率、重复频率的改变,通过数控编程控制计算机数控平台移动速率,间接调节切割速率,具体实验参数如表 3所示。

Figure 2. When the laser power is 2250 W, the laser frequency is 1200 Hz, and the cutting speed is 200 mm/s, the grooving morphology of di-fferent cooling modes is shown
laser peak power/W repetition frequency/Hz cutting speed/(mm·s-1) 1350 600 40 1800 800 80 2250 1000 120 2700 1200 160 3150 1400 200 Table 3. Test parameter settings
1.1. 实验设备
1.2. 实验材料
1.3. 实验方法
-
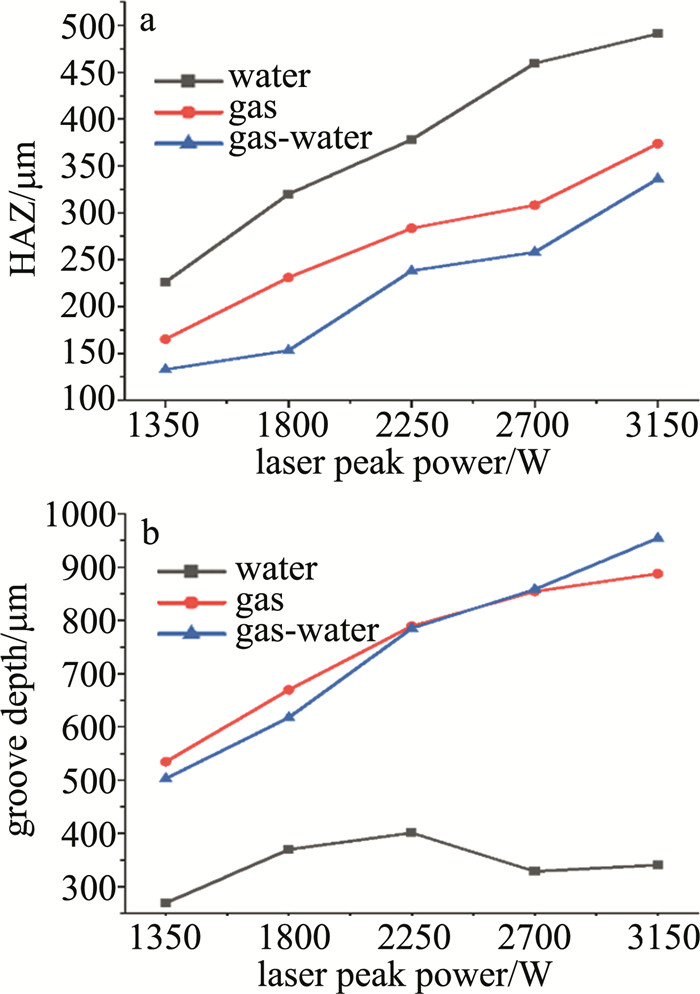
图 3是切割速率为200 mm/s、频率为1200 Hz时,改变激光峰值功率对加工质量的影响。从图 3可以看出,当激光峰值功率增加时,激光加工CFRP的槽深逐渐增加,产生的HAZ也有增加的趋势。因为当峰值功率增加时,CFRP在单位时间内吸收的激光能量增加,产生的热效应也会更多,将会有更多的材料被去除,所以增加了槽深。同时,随着热效应的增加,施加的冷却效果有限,将会导致加工残余热量增多。由于树脂去除温度阈值低,在碳纤维的快速导热下,更多的树脂将会达到去除温度阈值而被去除;但加工残余热量达不到碳纤维的去除温度阈值,所以碳纤维不能被去除,因此造成了较多的HAZ,且随着峰值功率的增加,HAZ将会更显著。

Figure 3. Influence of different cooling methods on machining quality when laser power changes
图 3a表明,不同辅助方式产生的HAZ有所不同。可以看出,不同冷却方式中,水气辅助激光加工产生的HAZ最小,氮气气体辅助激光加工产生的HAZ次之,水辅助激光加工产生的HAZ最大。这主要归因于水对激光的散射,具体原因将在第2.4节中进行较为详细的讨论。
当采用氮气作为辅助气体辅助激光加工时,由于没有水对激光传输的影响,将会有更多的激光能量被纵向传输,提高材料去除量,增加槽深。同时氮气具有冷却效果,可以减少切槽中的加工残余热量,所以氮气辅助激光加工产生的HAZ较小。当采用水气复合辅助激光加工时产生的HAZ最小,且具有较大的槽深。因为水气复合辅助激光加工时,水虽然可以在槽中形成积水,但由于气体的冲击可以使激光作用位置的积水被分散,大大减小了水对激光传输的干扰影响。同时切槽中存在水和气体同时冷却,增强了冷却换热效果,减少了加工残余热量,所以水气复合辅助激光加工产生的HAZ最小;也正是因为较强的换热效果,将导致部分激光能量被损失,所以与气体辅助激光加工相比,水气复合辅助激光加工的槽深略低。当功率占比超过50%之后,水气复合辅助激光加工的槽深将会超越气体辅助激光加工的槽深。所以要想同时获得较小的HAZ和较大的槽深,就必须控制好激光加工过程中的冷热平衡。
-
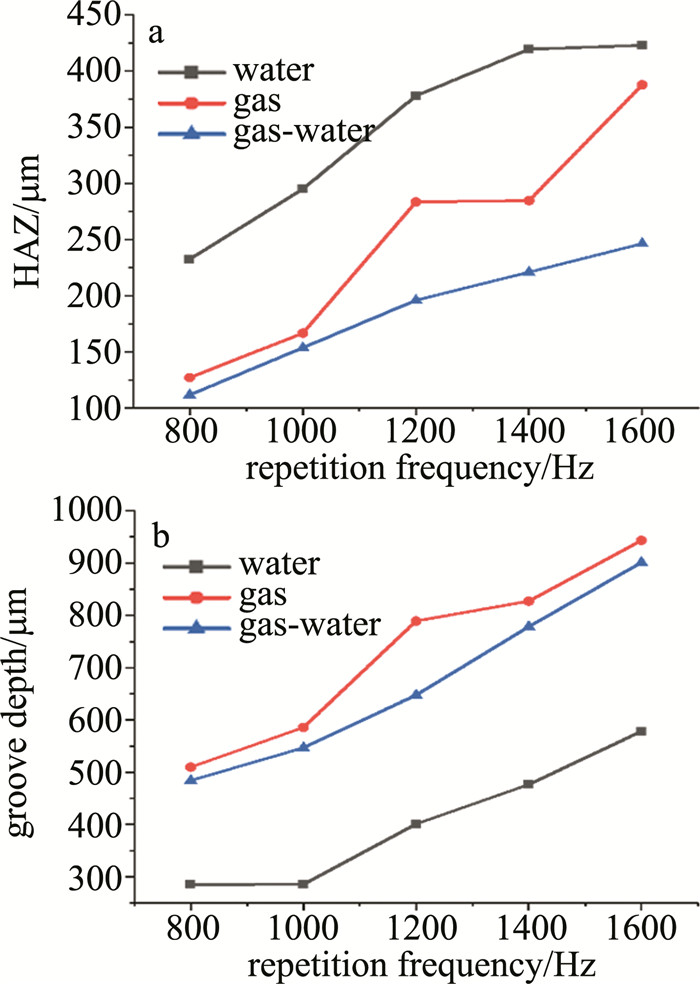
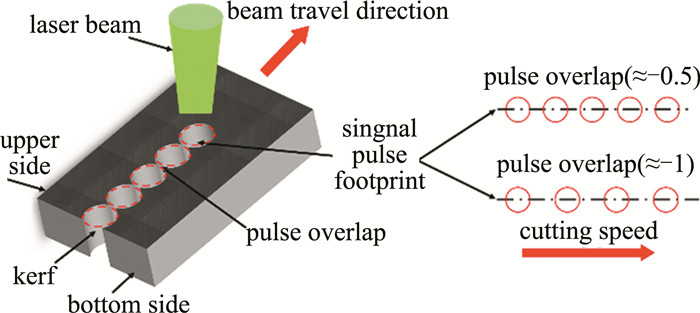
图 4是激光峰值功率为50%、切割速率为200 mm/s时,激光频率对加工质量的影响规律。从图 4可以看出,随着激光频率的增加,槽深和HAZ都逐渐增加。在切割速率v不变,以及光斑直径d不变时,光斑重叠率Φ仅与频率f有关,具体满足以下关系:

Figure 4. Influence of different cooling methods on machining quality when laser frequency changes
当频率越大,光斑重叠率越大,如图 5所示。本文中加工采用的脉宽为0.1 ms且在加工过程中保持不变,当激光频率较低时脉冲周期将会增加,这将会导致脉冲间隔增加,有更多的时间进行冷却,降低加工残余热量,有利于减小HAZ。当激光频率增加时,将会有更多的热量积累,导致更多的材料被去除,增加了槽深,同时积累的热量在碳纤维快速导热下被传递到切缝两侧。如第2.1中所述,由于树脂去除温度阈值低,在加工过程中容易被去除;而碳纤维去除温度阈值高较难被去除,所以当被传递到切缝两侧的热量不足时,容易造成树脂被去除而碳纤维保留的现象,形成HAZ。然而当频率为600 Hz时,从图 4可以看出,此时水气复合辅助激光加工产生的HAZ大于气体辅助激光加工产生的HAZ,但槽深却是水气复合辅助激光加工低于气体辅助激光加工。在没有积水对激光传输干扰时,对比水气辅助加工和气体辅助加工可知HAZ和槽深呈正相关关系,即槽深越大,加工产生的HAZ也越大。

Figure 5. Relationship between laser frequency and spot overlap rate
图 4a表明,3种冷却方式中水气复合辅助激光加工产生的HAZ最小,气体辅助激光加工产生的HAZ次之,水辅助激光加工材料产生的HAZ最大,且都和激光器频率呈正相关。图 4b表明,气体辅助激光加工的槽深最大,水气复合辅助激光加工的槽深次之,水辅助激光加工的槽深最小。作者认为这与第2.1节中所述的原因一致,故不再重复解释。
-
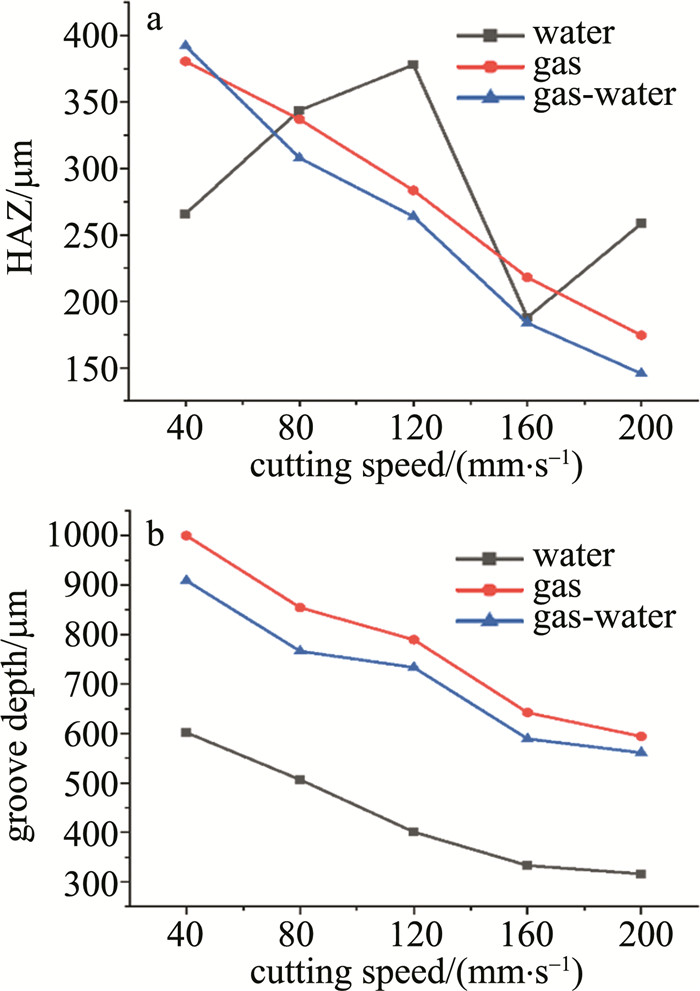
图 6是激光峰值功率为50%、激光频率为1200 Hz时,改变切割速率对激光加工质量的影响规律。由图 6可知,随着切割速率的增加,将会减小加工过程中产生的HAZ,但会导致槽深变小。切割相同的长度,当速率较低时,将会导致激光与CFRP作用时间增加,使得CFRP吸收的能量增加,有更多的材料被去除,同时加工残余热量增多,导致了较大的HAZ。当切割速率增加时,将会减小激光与CFRP的作用时间,导致CFRP吸收的激光能量减少。同时由第2.2节可知,速率增加将会减小光斑重叠率,即会减小热积累,所以随着速率增加,加工过程中产生的HAZ逐渐减小。同时,材料吸收激光能量减少将会减小加工过程中产生的热效应,降低材料去除量,所以随着速度的增加,槽深逐渐减小。

Figure 6. Influence of different cooling methods on machining quality when cutting speed changes
图 6a表明,水气复合辅助激光加工产生的HAZ最小,气体辅助激光加工产生的HAZ次之,水辅助激光加工产生的HAZ最大。图 6b表明,气体辅助激光加工的槽深最大,水气复合辅助激光加工的槽深次之,水辅助激光加工的槽深最小,且都随着速度的增加而逐渐减小。作者认为这与第2.1节中所述原因一致。当切割速率为40 mm/s时,水辅助激光加工产生的HAZ最小,与总体趋势相反。这主要是因为当速度较低时,将会延长激光与材料作用时间导致切缝中的积水将会严重积累,将会导致激光严重分散,加之积水增多使其冷却性增强,所以减小了HAZ。
-
由于本文中使用的激光波长为1064 μm,研究表明,此时激光主要是被碳纤维吸收,而树脂是在碳纤维的快速导热下升高至去除温度。当碳纤维吸收激光能量时,将会引起材料晶格振动以此来传递能量,引起材料升温;当温度超过碳纤维气化温度时,碳纤维将会发生蒸发去除。同时在碳纤维快速导热下,束缚碳纤维的树脂将会吸收热量而升高温度。当温度升高至树脂熔点时,部分熔融树脂在气体压力冲击下被去除,剩余部分树脂继续吸收能量升高温度。当温度超过树脂气化温度时,树脂将会发生蒸发去除。在激光加工过程中,由于温度的升高将会使部分材料发生热解、炭化并附着在CFRP表面形成炭黑。由于树脂的去除温度阈值低于碳纤维的去除温度阈值,所以在加工过程中树脂将会更容易被去除,而碳纤维保留下来,形成HAZ,观测所得切槽形貌如图 2所示。
当采用氮气作为辅助气体辅助激光加工时,流动的气体将会增加加工区域的换热能力,同时氮气本身具有冷却效果,使得加工区域的残余热量降低了,所以减小了HAZ。由于采用气体辅助激光加工时槽中没有积水的存在,将不会使激光发生严重的散射,使得激光更集中辐照在加工区域; 同时,本文中使用的辅助气体压力为0.5 MPa,在加工过程中将会对熔融、软化的材料造成压力冲击,可以提高材料去除量,增加槽深。这时激光能量损失最小,加工反应最为剧烈,产生的火花最大,如图 7a所示。

Figure 7. Phenomena of laser processing assisted by different cooling methods captured by high-speed camera
当采用水气复合辅助激光加工时,在气体的冲击作用下将会吹走激光辐照区域的积水,大大降低积水对激光传输的干扰,使得激光较为集中的辐照在材料上;同时由于气体对水的冲击作用将会使积水变成体积更小的水滴甚至雾化,将会使水更容易吸热相变而汽化,加之氮气的冷却,所以进一步降低了加工过程中产生的残余热量,有效降低了HAZ。与此同时,在水和气体共同作用下,将会造成激光能量一定的损失,降低了CFRP吸收的激光能量,所以槽深将会有所减小。故在加工过程中的剧烈程度相比于水要剧烈,但弱于气体辅助激光加工,如图 7b所示。
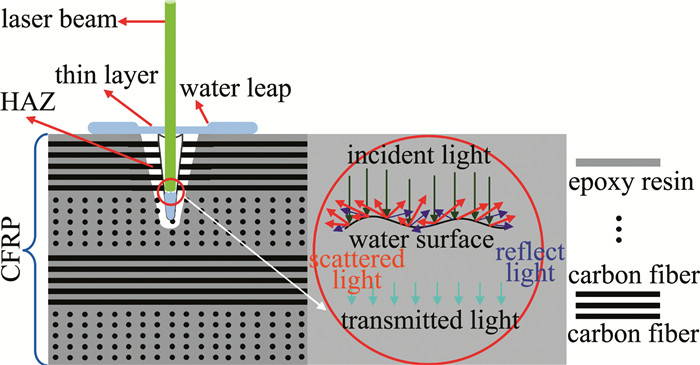
当采用水辅助激光加工时,使用本文中的工艺参数,材料不能被切穿,水会在槽中积累,且随着加工时长的增加,积水将会更严重。当脉冲激光到达积水表面时,由于水和空气的光学特性不同,积水将会造成激光散射,造成更多的激光横向传播,导致切缝两侧的材料吸收过多的激光能量。如图 8所示,被散射的激光能量介于碳纤维和树脂去除阈值之间,将会导致树脂被去除而碳纤维保留的现象,造成HAZ。由于激光能量被积水分散,使得纵向传播的激光能量减少,降低了材料去除量,导致槽深严重降低。而能量的严重损失,将会导致加工时的剧烈程度降低,如图 7c所示。

Figure 8. Schematic diagram of interference of laser transmission by water in cutting slot
2.1. 激光功率改变时,不同冷却方式对激光加工质量的影响
2.2. 激光频率改变时,不同冷却方式对激光加工质量的影响
2.3. 切割速率改变时,不同冷却方式对激光加工质量的影响
2.4. 不同冷却方式下激光加工CFRP的作用机理

-
本文中对比了3种冷却方式下碳纤维复合材料的激光加工质量,分析了不同工艺条件下的影响规律及其作用机理。
(1) 3种冷却方式作用下,水气复合辅助激光加工产生的HAZ最小,气体辅助激光加工产生的HAZ次之,水复合辅助激光加工产生的HAZ最大。同时,均随着激光功率、激光频率的降低,HAZ也逐渐降低;HAZ均随着速率的增加而逐渐降低。
(2) 3种冷却方式作用下,气体辅助激光加工的槽深最大,水气复合辅助激光加工的槽深次之,水辅助激光加工的槽深最小。同时均随着激光功率、激光频率的降低,槽深而降低;槽深均随着速率的增加而降低。
(3) 当采用水辅助激光加工时,若切槽中有积水存在,将会干扰激光传输,降低加工质量。可以增加一定的辅助装置以减少切槽中积水,同时不削弱冷却效果,如本文中采用的水气复合辅助激光加工。
综上所述,控制激光加工碳纤维复合材料供液过程中选择冷却方式,需要优化冷却方式的精细化控制,在降低热损伤的同时,尽量减少对激光去除材料作用部分热的损伤,以达到保证刻蚀效率的效果。
 DownLoad:
DownLoad: